


Производство листового металла – это сложный процесс, который включает в себя несколько важных этапов, при этом сварка является одним из них.
В этой статье будут представлены все важные детали в процессе сварки листового металла.
Что такое сварка листового металла?
Сварка листового металла – это техника соединения металла, при которой две или более заготовки соединяются под давлением, теплом или и тем и другим.
Сварка листового металла позволяет соединить металлические заготовки с заданными характеристиками и формами. Будучи гораздо тоньше по сравнению с другими материалами, методы сварки тонкого листового металла используют совершенно другой подход.

сваренный листовой металл
Разница между сварочным флюсом и заполнительным металлом в сварке листового металла

процесс флюсовой сварки в сварке листового металла
Таблица ниже подчеркивает различия между сварочным флюсом и заполнительным металлом в сварке листового металла.
| Сварочный флюс | Заполнительный металл |
| Флюс – это химическое очищающее, очищающее или потокообразующее вещество, используемое для стимулирования сплавления деталей при сварке листового металла. Основная роль сварочного флюса заключается в том, чтобы препятствовать окислению заполнителя и основных материалов во время сварки. | Заполнительный металл описывает вещество, которое плавится при нагревании для образования сварного шва между двумя металлическими заготовками. Как правило, это сплавной металл с определенными свойствами плавления и сварки. |
| Поставляется в твердой или растворенной форме, которая практически инертна при обычной температуре. Однако сварочный флюс может быть чрезвычайно восстанавливающим, когда его подвергают повышенным температурам, чтобы подавить образование оксида металла. | Заполнительный металл поставляется в виде твердого или пастообразного вещества (например, кольца, проволока, шайбы, порошок или заряды). Сначала вы атомизируете флюсирующие металлы для образования порошка, затем смешиваете с сварочным флюсом до состояния пасты. |
| Флюс позволяет мокрить расплавленный металл путем растворения металлических поверхностных оксидов. Он также выступает в качестве барьера кислорода, тем самым минимизируя окисление. | Использование заполнительного металла помогает вам образовать сварной шов, который удовлетворяет требованиям службы, таким как механическая прочность и устойчивость к коррозии. При сварочных операциях металлический материал используется или потребляется до тех пор, пока он не станет частью полученного шва. |
Некоторые из используемых флюсовых материалов при сварке листового металла включают:
| Обычные типы заполнительных металлов, используемых при сварке листового металла, включают:
|
Дополнительные ресурсы:
- Флюс (ссылка на русскую Википедию)
- Заполнительный металл (ссылка на русскую Википедию)
Методы сварки листового металла
Существует множество техник сварки листового металла. Однако методы попадают в две общие категории, а именно, сварка по сплавлению и сварка твердого состояния.
Выбор подходящего процесса сварки листового металла зависит от типа материала листового металла и условий, в которых будет использоваться изготовленная деталь.
Теперь давайте подробно рассмотрим два основных вида сварки листового металла.
Сварка по сплавлению
Сварка по сплавлению – это процесс соединения металла, при котором применяется нагрев для сплавления двух или более заготовок.
Он нагревает основные металлы до температуры плавления, тем самым создавая слияние между деталями.
Во время сварки по сплавлению тонкого листового металла вам может понадобиться заполнительный материал. Кроме того, этот метод сварки не требует приложения внешнего давления, за исключением техники сопротивления сварке.
Сварка сплавлением листового металла
Сварка сплавлением происходит, когда расплавленные основные металлы соединяются с расплавленным наполнителем. Вы можете применять тепло для плавления материалов в зоне соединения или развивать его внешне в предпочтительной точке сварки.
Существует множество подкатегорий метода сварки сплавлением, которые можно дополнительно классифицировать на основе источника тепла.
Больше ресурсов:
Дуговая сварка
Это один из предпочтительных методов сварки сплавлением, который соединяет две или более листовые металлические детали с использованием электрической дуги.
Дуговая сварка идеально подходит для соединения твердых листовых металлов, потому что электрическая дуга может вырабатывать тепло до 3000 градусов Цельсия.
Кроме того, дуговая сварка также идеально подходит для морских применений, поскольку она позволяет проводить подводную сварку листовых металлов. Распространенные методы дуговой сварки включают:
- Дуговая сварка в защитном газе (GMAW)
- Дуговая сварка в защитной среде (SMAW)
- Подплавленная сварка (SAW)
- Сварка в защитной среде инертного газа (TIG)
- Электрошлаковая сварка (ESW)
- Сварка проволочным флюсом (FCAW)
- Дуговая сварка шпилек (SW)
- Электрогазовая сварка (EGW)
- Сварка в атомарном водороде (AHW)
- Сварка углеродной дугой (CAW)
Газовая сварка
Газовая сварка охватывает все методы сварки тонкого листового металла, которые используют комбинацию газов для создания горячего пламени.
Для этого метода требуются защитные газы для защиты зоны сварки от атмосферных газов, таких как кислород и азот, которые могут вызвать дефекты сварки.
Распространенные решения для газовой металлической дуговой сварки включают:
- Сварка воздухом и ацетиленом (AAW)
- Окси-ацетиленовая сварка (OAW)
- Окси-водородная сварка (OHW)
- Сварка газа под давлением (PGW)
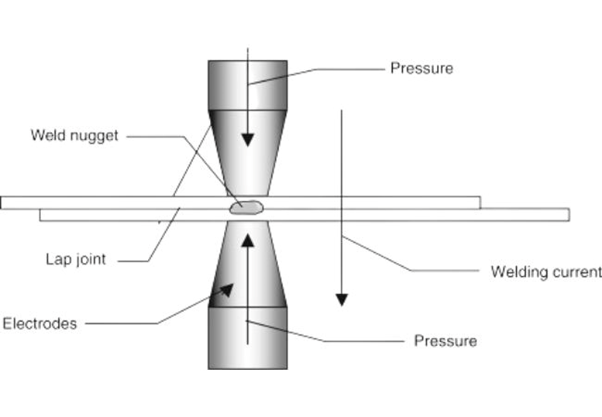
Сопротивление сварке
В этом типе сварки тонкого листового металла вы генерируете тепло путем прохождения тока через сопротивление, вызванное контактом между двумя металлическими поверхностями.
Он формирует небольшие капли расплавленного металла в зоне сварки при прохождении большого тока (от 1000 до 100 000 А) через металл.
Для достижения хорошего сварного соединения необходимо поддерживать значительное контактное давление во время сварки.
Обычно методы сварки тонкого листового металла сопротивлением эффективны и приводят к минимальному загрязнению.
Тем не менее, у них ограниченные применения, и стоимость оборудования может быть высокой. Некоторые из популярно используемых методов сварки тонкого листового металла сопротивлением включают:
- Точечная сварка сопротивлением (RSW)
- Сварка сопротивлением шва (RSEW)
- Проекционная сварка (PW)
- Ударная сварка (PEW)
- Вспышечная сварка (FW)
- Сварка разрыхлителя (UW)
Сварка интенсивной энергией
Методы сварки энергетического пучка являются относительно новыми процедурами, которые находят широкое применение в высокопроизводственных приложениях.
Два вида сварки тонкого листового металла с использованием энергетического пучка:
- Сварка электронным пучком (EBW)
- Лазерная сварка (LBW)
Два метода сварки тонкого листового металла довольно схожи, отличаясь в первую очередь источником питания.
Сварка электронным пучком использует электронный пучок и производится в вакууме, в то время как лазерная сварка применяет высококонцентрированный лазерный пучок.
Оба метода обладают исключительно высокой плотностью энергии, которая облегчает глубокое проникновение сварного шва и сокращает размер сварной области.
Оба метода сварки являются высокопроизводительными из-за своей чрезвычайно быстрой природы и легкости автоматизации.
Высокая стоимость оборудования и уязвимость к термическим трещинам являются основными недостатками сварки тонкого листового металла интенсивной энергией.
Преимущества сварки сплавлением листового металла
- Проектирование стыка и подготовка кромки не являются обязательными, поскольку эти операции будут влиять только на достижимое проникновение.
- Простота применения наполнителя позволяет заполнить большие промежутки.
- Исходная форма детали из листового металла не имеет значения, поскольку необходимость оказывать внешнее давление отсутствует.
- Позволяет легко соединять больше чем две листовые металлические детали.
- Лучший метод сварки листового металла для промышленного применения, поскольку это быстрый и непростой процесс.
процесс сварки сплавлением
Недостатки штприцевой сварки листового металла
- Тяжело соединить разнородные листовые металлы, если они имеют различные коэффициенты теплового расширения и точки плавления.
- Экстремальное нагревание может серьезно влиять на механические свойства исходных материалов.
- Плавление и затвердевание могут привести к остаточным напряжениям и деформации.
- Зона термических воздействий (ЗТВ) становится слабым местом сварных материалов.
Способы сварки в твердом состоянии
Сварка в твердом состоянии описывает метод металлического соединения, при котором плавятся соединяемые поверхности исходных материалов.
В отличие от штприцевой сварки, этот процесс сварки листового металла не требует применения тепла.
Однако для получения прочного сварного соединения необходимо применять давление, и поэтому этот процесс также известен как процесс давленионной сварки.
Важно отметить, что иногда требуется нагрев исходного материала до повышенной температуры при применении сварки в твердом состоянии.
сварка в твердом состоянии
Тем не менее, температура обычно остается ниже точки плавления.
Существует множество различных типов методов сварки в твердом состоянии, включая:
- Холодная сварка (ХС)
- Кузнечная сварка (КС)
- Прокатная сварка (ПС)
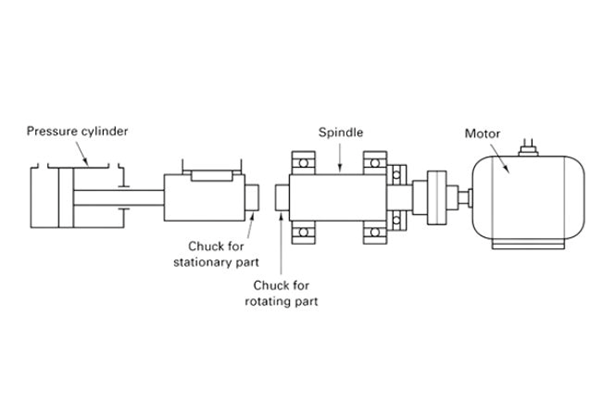
- Сварка трением (СТ)
- Давленионная сварка (ДС)
- Фрикционная сварка (ФС)
- Диффузионная сварка (ДС)
Преимущества сварки в твердом состоянии
- Отсутствует плавление соединяемых поверхностей исходных металлов для создания сварного соединения.
- Соединяемые листовые металлы сохраняют свои первоначальные свойства.
- Процесс лишен проблем зоны термического воздействия, возникающих при плавлении исходных металлов.
- Материалы сохраняют свою металлургическую чистоту
- Позволяет соединять разнородные листовые металлы
- Не происходит изменение состояния исходных материалов.
- Можно проводить сварку в твердом состоянии листового металла при различных температурах и нагрузках.
- Сварное соединение не имеет дефектов микроструктуры.
- Не требуется использование защитного газа, сварочных флюсов и заполнительных материалов.
- Обеспечивает привлекательный внешний вид сварного соединения
Недостатки сварки в твердом состоянии
- Требуется подготовка поверхности перед сварочным процессом
- Имеет ограниченные возможности конструкции соединения
- Может потребовать сложного и дорогостоящего сварочного оборудования.
- Сварка в твердом состоянии ограничивает возможности неразрушающего контроля.
Различия между штприцевой сваркой и сваркой в твердом состоянии
Таблица ниже подчеркивает основные различия между сваркой в твердом состоянии и штприцевой сваркой:
| Штприцевая сварка | Сварка в твердом состоянии |
| Соединяемые поверхности исходных металлов плавятся вместе для создания сращивания во время сварки листового металла. | В этой технике нет плавления. Тем не менее иногда вы можете нагреть исходные металлы до повышенных температур без плавления. |
| Применение тепла необходимо во время процесса сварки листового металла. Вы можете применять тепло с помощью различных механизмов, включая лазерный луч, сопротивление, газовое пламя флюса и электрическую дугу среди других средств. | Не требуется никакого источника тепла, но можно применять давление внешне для соединения листового металла. |
| Может использоваться заполнительный материал или не использоваться. | Не требует заполнительного материала. |
| Интенсивный нагрев серьезно влияет на металлургические и механические характеристики исходных материалов. | Механические характеристики исходных материалов остаются неизменными. Тем не менее, время от времени могут происходить небольшие изменения. |
| В штприцевой сварке заполнительный материал может быть легко применен. | В сварке в твердом состоянии не применяется заполнительный материал. |
| Сварка листовых металлов, составляющих различные металлы, может быть сложной операцией. Процесс становится более сложным, когда материалы имеют различные коэффициенты теплового расширения. | Сварка тонких листовых металлов различных металлов относительно более проста. Это связано с тем, что сварка в твердом состоянии не предполагает плавления и затвердевания. |
| Вокруг сварного шва существует заметная зона термического воздействия (ЗТВ) из-за экстремального нагрева. | ЗТВ часто не заметна. Тем не менее, в некоторых случаях может существовать узкая ЗТВ. |
| Подготовка края и конструкция соединения не являются обязательными. Эти параметры в первую очередь влияют на достижимое проникновение. | Конструкция соединения и подготовка поверхности и края имеют важное значение при сварке в твердом состоянии листового металла. Это связано с тем, что для операции требуются различные соединительные поверхности. |
| Уровень деформации крайне высок из-за избыточного теплового воздействия на единицу площади. | Производит минимальные искажения сварного шва, поскольку отсутствует тепловое воздействие. |
Полезные подходы при сварке листового металла
Вам необходимо применять специфические техники сварки тонкого листового металла и следовать определенным стандартам сварки листового металла, чтобы достичь правильного сварного соединения.
С постоянной практикой и опытом вы освоите правильный способ сварки листового металла.
Правильная сварка обеспечивает отсутствие деформации и/или прожога материала, который вы изготавливаете.
Один из подходов для достижения этого – всегда использовать наибольшую возможную скорость перемещения и всегда проводить сварку линейно.
Это позволит вам сохранить отличный профиль сварного шва.
Для предотвращения прожогов, вы можете применить метод опрокидывания сварочного пистолета. Это означает направление проволоки в сторону более холодных участков исходного металла и сварочного ванны.
Когда вы натягиваете проволоку, она будет двигаться в сторону более горячих участков сварочного шва. Это может увеличить возможность прогорания.
Вот несколько дополнительных полезных подходов, которые вы можете применить в процессе сварки листового металла:
Сварка с пропусками
Если вы неравномерно распределяете тепло на листовом металле, он может деформироваться или искривляться.
Это может вызвать дополнительные проблемы для металлических деталей, которые должны плотно соединяться.
Чтобы избежать этого, убедитесь, что тепло равномерно распределяется по деталям.
техника сварки с пропусками
Сварка с пропусками для листового металла – идеальная техника в этом случае, поскольку она позволяет создавать последовательность точечных сварочных швов.
Это гарантирует, что тепло не концентрируется в одном месте.
Опорные бруски
Наличие холодильных или опорных брусков в зонах воздействия тепла – ещё один метод быстрого отвода тепла, более эффективный, чем только использование атмосферного охлаждения.
Это легко сделать, просто установив и зажав простой металлический брусок к сварному шву.
Предпочтительными материалами являются алюминий или медь, поскольку они способствуют более быстрому отводу тепла.
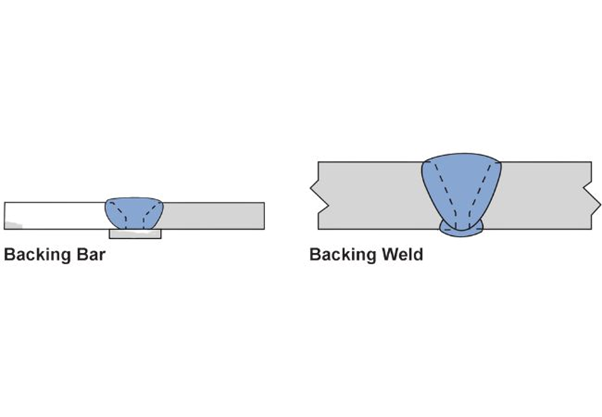
иллюстрация опорного бруска
Сборка и проектирование соединений
Процесс сварки листового металла требует очень плотной сборки. Например, вам может потребоваться создать шов на тонком металле, но детали не соприкасаются друг с другом.
Вам придется создать зазор, который не сможет поглотить достаточно тепла во время сварки.
Для избежания проблем примените трюк сварки листового металла “разрежь один раз, измерь дважды”. Однако также можно переработать металлическую панель с использованием соединений, способных поглотить больше тепла.
Кроме того, вы можете использовать штекерную сварку в областях, где действительно не требуется крепкий сварной шов.
Как предотвратить прогар в сварке листового металла
Прогар происходит, когда сварочный электрод проникает настолько глубоко, чтобы достичь корня сварного шва.
Фактически, вы непреднамеренно плавите всю толщину базового металла. Поэтому мы также называем это прогаром.
Следовательно, прогар воспринимается как отверстие на окончательном сварном шве. Этот дефект часто возникает непосредственно на сварном шве или рядом с ним.
Прогар в сварке может негативно влиять на прочность сварного соединения. В принципе понятно, что разрыв в любом сварном шве делает его слабым.
Следовательно, отверстия и зазоры становятся местами с высокой вероятностью деформации или трещин при нагрузке.
Более того, прогар также негативно влияет на эстетику сварного шва листового металла.
Это может не быть техническим требованием, но внешний вид важен для большинства людей.
Вот почему представлены 10 советов и хитростей по сварке листового металла, как предотвратить прогар:
- Используйте более низкий уровень тока: Уменьшите установку тока для меньшего теплового воздействия.
- Сваривайте быстрее: Старайтесь завершить проходы как можно быстрее, чтобы минимизировать возможность прогара.
- Избегайте излишнего шлифования краев базового металла: Убедитесь, что оставили немного материала на основе, чтобы он мог выдержать высокие температуры сварки листового металла.
- Очищайте поверхности перед сваркой: Очистите все сварочные поверхности с помощью шлифовальной машины или металлической щетки, чтобы удалить грязь/ржавчину, поверхностные слои, покрытия или любое загрязнение.
- Поддерживайте умеренную длину дуги: Держите ее постоянной на предпочтительной длине (равной диаметру электрода). Любое значение больше или меньше, и начинается прогар.
- Используйте небольшой угол перемещения: Убедитесь, что вы не держите сварочный электрод вертикально во время сварки листового металла.
Сохраняйте правильный уклон для всего сварного шва. - Толкайте, не тяните: При обнаружении прогара попробуйте изменить направление движения, сохраняя уклон электрода.
Это передает тепло на сварной шов вместо базового металла. - Избегайте ненужных узоров: Плетение и наложение могут выглядеть привлекательно, но линейный проход идеален для предотвращения прогара при сварке листового металла.
- Рассмотрите сварку легких тонких листовых металлов: Используйте методы низкой интенсивности, такие как TIG или MIG, если это возможно.
- Проверьте настройки оборудования перед сваркой: Проверьте все настройки перед началом процесса сварки листового металла, чтобы минимизировать воздействие ошибок.
Прогар при сварке зависит от множества параметров. Это может быть следствием плохих факторов, таких как скорость перемещения и высокий ток.
В некоторых случаях причиной может быть небрежность при подготовке сварного шва.
Следовательно, прогар – это проблема сварки, которую нельзя полностью избежать. Вам просто нужно быть осторожным и обладать достаточным опытом.
Методы контроля деформации при сварке листового металла
Иногда деформация может возникнуть во время сварки листового металла из-за толщины материала.
Для уменьшения дисторсии сварного шва вам следует уделить внимание конструкции и параметрам процесса сварки.
Поэтому вот некоторые рекомендуемые советы по минимизации деформации сварного шва:
- Выбор размера сварки: Правильно подобрав размер сварки, вы не только уменьшите деформацию, но также сэкономите сварочный материал и время.
- Интервальная сварка: Производите перерывы, а не один длинный сварочный шов.
- Меньше сварных проходов: Попробуйте сделать меньше сварных проходов, поскольку чем больше проходов, тем выше вероятность усадки материала.
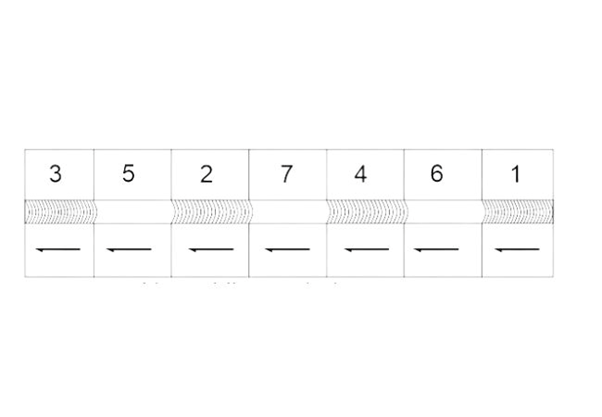
- Место сварки: Вам следует сваривать ближе к центру или нейтральной оси листового металла. Соблюдение этого принципа уменьшает деформацию, предоставляя усадочным силам меньше возможностей вывести пластины из выравнивания.
- Сварка сдвигом: Сварку листового металла следует производить слева направо. Размещайте каждый сварной шов слева направо, а не в противоположном направлении.
- Предустановленные детали: Сжатие может оказаться вам в выгоде, когда вы предварительно устанавливаете листовые металлические детали перед сваркой.
Вы можете определить необходимое количество предустановки после нескольких проб сварки.Использование зажимов: Это обычная техника контроля деформации сварки в маленьких деталях и узлах. Крепежные приспособления, зажимы и шаблоны помогают зафиксировать детали в необходимом положении.
Они удерживают их в позиции до завершения операции сварки листового металла.Термическое разгрузочное напряжение: С этим подходом вы обеспечиваете контролируемое нагревание сварного соединения, за которым следует контролируемое охлаждение.
Минимизация времени сварки: Существуют более высокие возможности деформации, когда вы тратите много времени на сварку листового металла.
Для этого попробуйте сократить время сварки.Закаляние: Когда вы закаливаете сварной шов, вы растягиваете его, тем самым снимая остаточные напряжения. Тем не менее, вам следует проявить максимальную осторожность при применении этой техники.
Советы по сварке листового металла, о которых вам следует знать
Не существует определенного подхода к сварке тонкого листового металла. Однако есть несколько способов, с помощью которых вы можете сделать это успешно.
Опыт пригодится в этой операции, но вам также необходимо понимать основы сварки тонких листовых металлов.
Тепло является основным параметром для контроля во время сварки более тонких металлических материалов. Вам нужно правильно настроить его, чтобы достичь идеальной сварки.
Использование избыточного тепла может привести к прожигу. Тем не менее, для более толстых материалов вам нужно будет настроить мощность в зависимости от типа металла, который вы свариваете.
Избыточное тепло также может вызвать искривление.
Поэтому вы должны соответствующим образом настраивать мощность, чтобы обеспечить, что сварка имеет достаточную механическую прочность для предполагаемого применения.
В этой связи давайте рассмотрим некоторые ключевые советы и хитрости по сварке листового металла, на которые вам следует обратить внимание:
- Выбор процесса: Тщательно рассмотрите технику применения, чтобы избежать типичных проблем, возникающих при сварке. Используйте точные техники сварки тонкого листового металла, такие как GMAW-P, GTAW, импульсная GTAW и сварка с коротким замыканием GMAW.
- Проволока меньшего диаметра: Используйте подачу проволоки меньшего диаметра. Вам потребуется меньше тепла для плавления более тонких проволок, что в конечном итоге минимизирует тепло, генерируемое на общей поверхности материала. Проволока меньшего диаметра также облегчает лучший контроль и повышенную возможность восстановления после ошибок.
- Поддержание чистой рабочей области: Очистите патч-панель или зону сварки, особенно при работе с алюминием.
- Источники питания: Всегда выбирайте сварочную машину с надежным управлением напряжением. Это приводит к хорошему запуску дуги и стабильности.
Часто задаваемые вопросы о сварке листового металла
Какие базовые инструменты для сварки листового металла вам необходимо иметь?
Следующие инструменты и оборудование для сварки незаменимы, чтобы обеспечить безопасный и эффективный процесс сварки листового металла:
- Сварочный шлем
- Сварочные прутки для листового металла
- Сварочные перчатки
- Шлифовальная машина
- Металлическая щетка
- Приспособление для сварки
- Молоток для дробления
- Сварочные магниты
- Листовой металлический измеритель
- Струбцина
- Сварочный горелка
Каковы виды металлов, которые можно использовать при сварке листового металла?
Мы можем выполнять ряд типов сварки листового металла в зависимости от используемого металла, включая:
- Оцинкованный лист
- Лист нержавеющей стали
- Лист углеродистой стали
- Лист алюминия
- Лист латуни/меди
Каковы основные части символов сварки листового металла?
Символы сварки являются очень важными при создании чертежей сварки листового металла. Они служат средством коммуникации между сварщиком и конструктором.
Поэтому должны существовать стандарты сварки листового металла относительно представления информации на ваших чертежах сварки, которые должны передавать одно и то же сообщение независимо от человека, читающего.
Восьми компоненты стандартного символа сварки:
- Стрелки (Необходимые)
- Линии ссылки (Необходимые)
- Размеры и другие данные
- Базовые символы сварки
- Хвосты
- Дополнительные символы
- Символы отделки
- Другие спецификации
Ниже приведена графика популярных символов сварки, используемых при сварке листового металла.
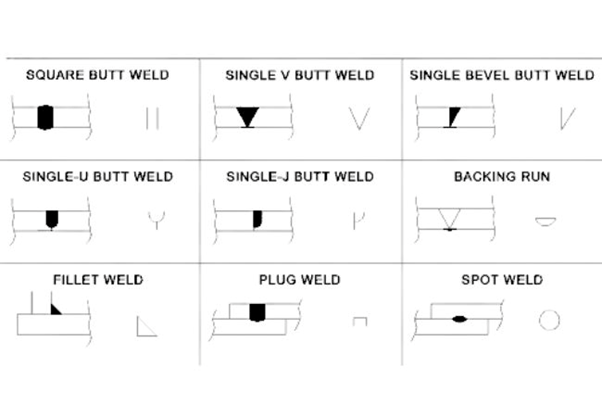
Символы сварки для листового металла
Вывод
Нуждаетесь в услугах высочайшего качества по индивидуальной сварке листового металла?
Или вам не хватает навыков по сварке листовых металлических деталей для ваших потребностей в обработке?KDM fabrication готов помочь вам. Мы предоставляем некоторые из лучших решений, включая лазерную резку листового металла и связанные услуги по индивидуальной сварке листового металла и т.д.
