

Производство сложных деталей в секторах, таких как медицина, автомобильная отрасль, военная промышленность, промышленное производство и авиакосмическая отрасль, требует высокой точности и инновационных технологий Добавочное слоеное производство (ALM). Одной из таких технологий является плавление электронным лучом (EBM), или просто 3D-печать EBM.
Чем характеризуется 3D-печать EBM? На этот вопрос дан ответ в данной статье.
1. Что такое плавление электронным лучом?
Плавление электронным лучом – это процесс сплавления порошка , при котором металлическая деталь производится с использованием 3D-печати для плавления слоев определенного металлического порошка с помощью высокотемпературного пучка электронов, после чего они соединяются последовательными твердыми слоями для формирования завершенного компонента.
1.1. 3D-печать EBM – История развития
Возможно, вы задаетесь вопросом, как началось и развивалось EBM. История 3D-печати EBM началась с немецкого физика доктора Карла-Хайнца Штайгервальда, который изобрел технологию электронного луча.
В 1952 году он успешно создал первый работающий электронно-лучевой станок. К началу 1990-х годов немецкая компания, H.C. Starck GmbH, начала использовать технологию EBM для производства широкого спектра промышленных деталей.
Arcam, немецкая компания при сотрудничестве с Чалмерсским университетом технологий, совместно запатентовала технологию EBM в 1993 году.
Через четыре года технология 3D-печати EBM стала коммерциализированной после создания новой компании, Arcam AB. В 2016 году GE успешно приобрела Arcam AB и в настоящее время является поставщиком технологии 3D-печати EBM.
1.2. Сравнение EBM с выборочным лазерным плавлением (SLM)
Вы заметите, что EBM является технологией сплавления порошка с некоторыми сходствами с выборочным лазерным плавлением (SLM) и технологией лазерного порошкового сплавления (LPBF).
Тем не менее, стоит знать некоторые ключевые различия.
2. EBM vs SLM – Сходства и различия
Ниже приведена таблица, сравнивающая различия и сходства между технологиями плавления электронным лучом и выборочного лазерного плавления:
| СРАВНЕНИЯ | EBM vs SLM | ||
| Сходства | Плавление электронным лучом | Выборочное лазерное плавление | |
| Обе являются технологиями порошкового сплавления, используемыми в аддитивном производстве | |||
| Производственные материалы должны быть в порошковой форме | |||
| Материалы сплавляются последовательными слоями в процессе производства | |||
| Обе могут потребовать поддерживающие структуры в процессе производства | |||
| После 3D-печати изготовленные детали требуют времени для остывания | |||
| Различия | В EBM плавление металла осуществляется с помощью высокоэнергетического пучка электронов | Плавление энергии происходит от лазера на основе диоксида углерода (CO2) | |
| Отдельные проводящие металлические порошки используются в качестве материала для производства | Используеттермопластичные полимеры в качестве материала для производства порошка | ||
| EBM имеет ограниченный выбор материалов и, следовательно, ограничивает тип деталей, которые можно производить. | Имеет широкий выбор материалов, позволяющий производить широкий спектр изделий. | ||
| EBM имеет низкую точность и разрешение изготовления | Точность и разрешение изготовления высоки | ||
| EBM создает более широкий луч для более быстрой печати или производства компонентов | Однолучевое решение SLM не такое быстрое, как EBM, но есть варианты машин с одним, четырьмя и двенадцатью лучами для увеличения скорости производства | ||
| 3D-печать методом EAB происходит в вакуумной камере, что делает процесс установки сложным. | Не требуется вакуумная среда, а вместо этого используется камера с инертным газом при атмосферном давлении. | ||
| Требуется более высокая толщина слоя порошка около 70 микрон | Толщина слоя порошка ниже и составляет от 20 до 50 микрон | ||
| Имеет небольшой объем печати, который имеет цилиндрическую форму – 350 мм (Д) х 430 мм (В) | Имеет больший объем печати размером – 600 мм х 600 мм х 600 мм | ||
3. Плавление электронным лучом – Используемые материалы
Технология EBM работает только с несколькими проводящими металлическими порошками. Самые часто используемые металлы – это титановые и кобальтовые сплавы.
В зависимости от требуемого компонента и свойств вот список металлических материалов, которые можно использовать с EBM:
- Никелевые сплавы
- Медь
- Тантал
- Инструментальная сталь
- Нержавеющая сталь
- Кобальтовый хром,
- Карбид вольфрама
4. EBM – Какой 3D-принтер Вам нужен?

3D-печать EBM является собственной технологией. Она предоставляется исключительно компанией Arcam AB, которая в настоящее время находится под контролем General Electric (GE)
Таким образом, коммерчески используемыми 3D-принтерами EBM являются только машины Arcam EBM
Для обеспечения высококачественных компонентов и поддержания высокой производственной эффективности важно обращаться только к высококвалифицированным техникам по 3D-печати.
5. Процесс 3D-печати методом плавления электронным лучом
Трансформационная технология – плавление электронным лучом (EBM)
Перед тем как начать процесс плавления электронным лучом, вам необходимо иметь все необходимые материалы или компоненты, о которых мы поговорим позже в этой статье.
Для успешного производства ваших 3D-деталей методом EBM включены следующие процессы.
5.0.1 Моделирование дизайна
На этапе начального проектирования вы можете создать свой 3D-дизайн или получить профессионально выполненный дизайн компонента от клиента.
Дизайн выполняется с помощью соответствующего программного обеспечения для 3D-моделирования.
Если у вас есть оригинальный проект или вам был представлен оригинальный проект, свободный от дефектов, вы можете отсканировать его, чтобы получить его печатный 3D-образ.
5.0.2 3D-модельное нарезание
Поскольку EBM-принтеры работают слоями, вам необходимо нарезать ваш 3D-дизайн на печатаемые слои. Это легко достигается с использованием специального инструмента или приложения для нарезки.
5.0.3 Настройка EBM – Подготовка материала
Это включает подготовку наиболее подходящего порошка и его наливку на строительную плиту, закрытую вакуумной камерой.
5.0.4 Процесс нагрева
Нагрев материала осуществляется высокоэнергетическим электронным лучом, сфокусированным на строительной плите, что приводит к плавлению порошка.
5.0.5 Сканирование поверхности
Электронный луч сканирует внешний слой металлического порошка для формирования 3D-формы. Это достигается за счет плавления порошкового слоя лучом, связывая их вместе, чтобы сформировать желаемый верхний 3D-компонентный слой.
5.0.6 Последовательное формирование слоев детали
Электронный луч продолжает процесс сканирования слой за слоем до завершения всех частей 3D-дизайна. Это достигается потому, что каждая завершенная верхняя форма слоя сливается с следующей и, в конечном итоге, с финальным слоем.
5.0.7 Процесс охлаждения
Когда все слои 3D-формы созданы и соединены, как строительная плита, так и напечатанная форма или деталь охлаждаются для застывания 3D-формы. Процесс охлаждения также помогает укрепить созданную деталь.
5.0.8 Опорные конструкции (если есть)
Если ваш 3D-дизайн или модель требует других компонентов для поддержания его стабильности, то они также будут напечатаны слоями, так же, как и основная часть.
5.0.9 Послепечатная обработка
На этом этапе вы удаляете любые нежелательные структуры или материал, которые могут быть частью уже напечатанной вами детали.
5.1.0 Завершение детали
В зависимости от требований вы можете решить дать своей детали финальную отделку. Это может быть в виде окраски, шлифования, полировки или термической обработки
5.1.1 Контроль качества (КК)
Для обеспечения того, что финальная 3D-напечатанная деталь соответствует требуемому стандарту качества, критично проведение оценки контроля качества.
6. Преимущества и недостатки литья электронным лучом
Как и другие процессы аддитивного производства, у литья электронным лучом есть как свои плюсы, так и минусы. Давайте рассмотрим это подробнее
6.1. Преимущества
Вот некоторые из многих преимуществ, которые вы получите от использования технологии литья электронным лучом:
6.1.0.1 Высокоэнергетический источник – Подходит для металлического порошка большого размера
По сравнению с другими процессами аддитивного производства, технологию литья электронным лучом отличает высокоэнергетический источник.
Поэтому это делает проще и безопаснее производить детали, используя более толстые порошковые частицы, поскольку мелкий порошок может быть опасен.
6.1.0.2 Эффективное управление тепловыми напряжениями
Поскольку литье электронным лучом – это процесс высокой температуры, термическая обработка не требуется во время послепечатной обработки
Технология обеспечивает отличное управление теплом, что гарантирует, что ваши детали не искажаются.
6.1.0.3 Высокая скорость операций – Уменьшение времени выполнения
Литье электронным лучом 3D-печать работает с высокой скоростью. Поэтому производство деталей будет быстрым, что приведет к сокращению времени выполнения для определенных деталей.
6.1.0.4 Возможность высокой точности
С помощью 3D-печати литьем электронным лучом вы можете легко создавать высокоточные компоненты или детали, которые было бы очень сложно достичь другими традиционными методами.
6.1.0.5 Эффективность потребления энергии
По сравнению с другими процессами аддитивного производства, 3D-печать литьем электронным лучом хвалится самым низким специфическим энергопотреблением.
Таким образом, это повысит эффективность вашего производства, снизив при этом его стоимость.
6.1.0.6 Гибкость в производстве
С помощью технологии EBM вы можете производить широкий спектр компонентов для различных отраслей. Эта универсальность делает ее идеальной для производства сложных предметов, таких как медицинские, авиационные или электронные компоненты, среди прочих.
6.1.0.7 Поддержка автоматизации
В зависимости от желаемого масштаба производства, вы можете интегрировать компоненты вашего 3D-принтера EBM, программное моделирование, печать и послепечатные процессы для полностью автоматизированного и эффективного производства деталей.
6.1.0.8 Производство деталей сложной формы
Вы обнаружите, что производство деталей сложной формы и сложной конструкции намного проще с использованием технологии EBM по сравнению с другими технологиями аддитивного производства.
6.1.0.9 Единообразие производимых деталей
Техника производства EBM создает детали, которые имеют единый уровень высокой точности.
Таким образом, вы не столкнетесь с потерями в производстве, связанными с производством дефектных или не пригодных для использования деталей.
6.1.1.1 Эффективное использование материалов
Процесс 3D-печати EBM создает очень мало отходов. Кроме того, металлический порошок, который остается после формирования детали, все равно можно использовать для производства новых деталей для улучшенной экономичности и эффективности.
6.1.1.2 Экологическая дружелюбность
Поскольку технология EBM использует меньше энергии, меньше материалов и производит меньше отходов, это идеальный вариант, если вы ищете экологически дружественную технологию аддитивного производства.
6.1.1.3 Гибкость настройки или свобода дизайна
С технологией печати электронным лучом нет ограничений в настройке или дизайне деталей для удовлетворения требований вашего приложения заказчика.
6.1.1.4 Производство высокопрочной продукции
Поскольку для производства 3D-печати EBM используется металл, произведенные детали являются прочными и долговечными.
6.2 Недостатки
Несмотря на несколько преимуществ, у технологии 3D-печати EBM также есть следующие недостатки или ограничения:
6.2.0.1 Это дорогостоящая технология
Технология плавления электронного луча требует, чтобы вы вложились в специализированный 3D-принтер и дорогостоящие материалы.
Например, стандартный 3D-принтер EBM может стоить вам сотни долларов. Кроме того, производственный процесс трудоемкий и требует высококвалифицированного техника.
6.2.0.2 Сложность настройки программного и аппаратного обеспечения
Настройка как аппаратной, так и программной части процесса 3D-печати электронным лучом плавления является сложной.
Это связано с необходимостью точной настройки или контроля нескольких параметров, таких как температура и давление, для производства компонентов высокого качества.
6.2.0.3 Ограничение материалов
Производство деталей с помощью процесса плавления электронного луча ограничено только определенными металлами. Поэтому как количество, так и типы деталей, которые вы можете произвести, ограничены.
Кроме того, для получения качественной продукции порошки материалов должны быть высокого качества и должны быть должным образом протестированы, чтобы удостовериться, что они соответствуют требуемым стандартам.
Кроме того, электронный луч, создаваемый вашим 3D-принтером EBM, должен быть подходящим для вашего печатающего устройства и характеристик предоставленной детали.
6.2.0.4 Неровная поверхность – Расширенные послепроизводственные процессы
Поскольку процесс плавления электронного луча требует плотного слоя металлического порошка, произведенные компоненты не имеют гладкой поверхности. Это связано с тем, что толстый слой влияет на точность печати.
Поэтому вам придется затратить больше времени и ресурсов на послепроизводство для получения желаемой высококачественной поверхностной отделки.
6.2.0.5 Низкий объем производства
Если вам нужно производить детали большими объемами, процесс плавления электронного луча не будет подходящим вариантом.
Это связано с тем, что процесс не может быть легко оптимизирован. Ваш объем производства будет оставаться низким.
Для производства крупных объемов вам придется интегрировать несколько 3D-принтеров с другими производственными и послепроизводственными процессами для автоматизированной системы.
6.2.0.6 Расширенное время охлаждения
После формирования деталей через технологию EBM требуется больше времени для эффективного охлаждения 3D-напечатанного изделия с целью избежать образования трещин или искривления деталей.
И так, поскольку это происходит внутри машины, вам может потребоваться подождать дольше, прежде чем ваша деталь будет готова к другим послепроизводственным процессам.
6.2.0.7 Металлический Порошок – Опасность
Металлический порошок, используемый в процессе 3D-печати EBM, может оказаться опасным, особенно если он состоит из мелких частиц. Они могут быть токсичными при вдыхании.
Поэтому вам необходимо принимать необходимые меры безопасности при обращении с материалами.
6.2.0.8 Трудности в Удалении Порошка
После печати детали удаление порошка, особенно из очень сложных деталей, может быть вызовом.
И, таким образом, ваши шаги послепроизводственной обработки могут потребовать более специализированного оборудования для обеспечения того, что ваши детали освобождены от металлического порошка.
7. Часть и функции электронно-лучевой плавильной машины
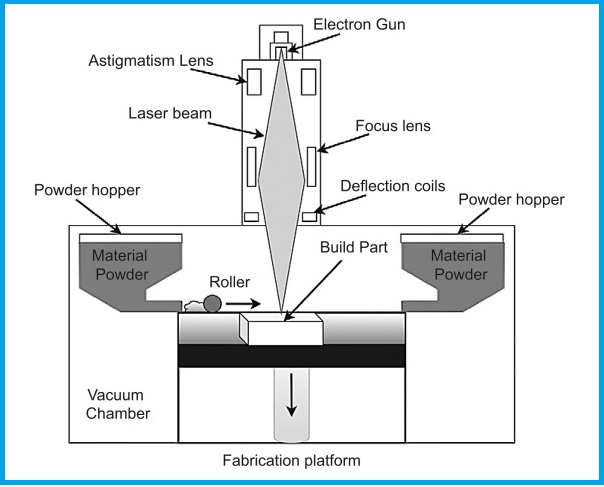
Ниже представлены основные части машины 3D-печати EBM, о которых вам необходимо знать, и их роль в процессе производства:
7.1.0.1 Система Управления Машиной
Это компьютерное программное обеспечение, которое ваш техник по 3D-печати может программировать для управления операциями системы 3D-печати.
7.1.0.2 Источник Питания
Источник питания машины EBM обеспечивает необходимую мощность, которая необходима вашему электронно-лучевому пистолету для его эффективной работы. Он также обеспечивает необходимую рабочую мощность для деталей машины.
7.1.0.3 Система Мониторинга Температуры
Настройка правильной температуры является критической для процесса 3D-печати EBM.
Поэтому система мониторинга температуры обеспечивает поддержание уровней температуры в различных секциях, таких как вакуумная камера или электронно-лучевой пистолет, на подходящем уровне.
Это обеспечивает эффективную работу машины, поскольку низкие температуры могут оказывать негативное влияние на качество.
7.1.0.4 Электронно-лучевой пистолет
Этот раздел отвечает за излучение необходимого высокоэнергетического электронного луча для нагревания и плавления металлического порошка внутри вакуумной камеры.
7.1.0.5 Фокусное Линза
Фокусная линза помогает точно направлять и сужать электронный луч в нужную часть компонента для его точного производства или 3D-печати.
7.1.0.6 Бункер Электронно-лучевого Диспенсера
Это механически управляемое распределительное устройство, которое помогает вам доставлять металлический порошок в порошковое ложе для 3D-печати.
7.1.0.7 Вакуумная Камера
Вакуумная камера, где ваш металлический порошок собирается из бункера для производства деталей. Она помогает в ловле и извлечении паров, образующихся во время производства деталей при высокой температуре.
Специальный вакуумный насос связан с вакуумной камерой для облегчения извлечения захваченных газов.
Вакуум обеспечивает точное плавление металлического порошка и также защищает порошок от возможного окисления во время процесса нагрева и плавления. И, таким образом, он сохраняет созданные детали без возможного загрязнения.
7.1.0.8 Система Охлаждения
Это может быть система водяного или воздушного охлаждения, которая во время процесса 3D-печати EBM обеспечивает эффективное охлаждение вашего металлического порошка после плавления.
7.1.0.9 Магнитные Поляные Фольги
Магнитные поляные фольги образуют защитное магнитное поле вокруг электронно-лучевого пистолета и других окружающих секций для обеспечения их стабильной работы.
Он также помогает сохранять фокусировку пучка электронов на металлическом порошке внутри вакуумной камеры для эффективного 3D-печати деталей.
8. Применение технологии плавления электронным лучом
Вот некоторые области, где широко применяется аддитивное производство с использованием электронно-лучевой плавки:
8.1 Медицинские приложения
Медицинский сектор – еще одна область, где технология аддитивного производства электронным лучом широко используется для производства широкого спектра высокоточных медицинских устройств.
Эти устройства включают, но не ограничиваются, индивидуальное производство тазобедренных эндопротезов, замен на коленях у собак, ортопедических имплантатов и протезов, и других.
8.2 Авиационный сектор
Авиация – еще одна область, где использование технологии плавления электронным лучом продолжает расти. Например, детали двигателя, части шасси, лопасти рабочего колеса, топливные камеры и другие детали ракетных или реактивных двигателей изготовляются с использованием технологии электронно-лучевой плавки.
8.3 Применение в оборонном секторе
Производство и изготовление различного высокоточного военного оборудования, включая оружие и авиационную технику, становится возможным благодаря процессу аддитивного производства с использованием электронно-лучевой технологии.
8.4 Автомобильная промышленность
В автомобильной промышленности технология электронно-лучевой плавки используется для производства деталей двигателя или индивидуальных высокоточных деталей, таких как турбонагнетатели и лопасти компрессора. Также можно использовать технологию для производства запасных частей или соединения деталей.
8.5 Сварочная промышленность
Технология электронно-лучевой плавки широко используется в сварочной промышленности для соединения металлических деталей без риска искажения.
8.6 Производство ювелирных изделий
Поскольку технология электронно-лучевой плавки может производить сложные детали, она используется в производстве ювелирных изделий для создания более уникальных и привлекательных ювелирных изделий.
Все, что вам нужно – подходящее программное обеспечение для дизайна ювелирных изделий, чтобы успешно выполнять 3D-печать ваших украшений.
8.7 Исследовательские программы
Некоторые исследовательские программы требуют продукты с сложными формами или дизайнами. Также бывают случаи, когда требуются прототипы для тестирования. Все это становится возможным благодаря технологии 3D-печати с использованием электронно-лучевой плавки.
9. Заключение
Технология плавления электронным лучом (ЭЛ) – инновационный метод 3D-печати, который используется для разработки широкого спектра сложных промышленных компонентов. Ее применение, особенно в авиационном и медицинском секторах, продолжает расти.
Как и другие процессы аддитивного производства слоев, плавление электронным лучом имеет несколько преимуществ, так же как и недостатки.
Поэтому выбор ЭЛ в качестве вашего варианта плавления порошков должен основываться на ваших конкретных требованиях и анализе стоимости.
Другие соответствующие ссылки:
