

Если вы хотите узнать о анодировании алюминия, то прочтите это руководство.
Будь то критерии классификации, преимущества, методы окрашивания или различные этапы процесса – здесь вы найдете всю информацию.
Что такое анодирование алюминия?
Анодирование алюминия относится к способу пассивации, осуществляемому электрохимически для изменения поверхности алюминиевого основания в слой оксида алюминия. Покрытие оксида обеспечивает улучшенное сопротивление износу и коррозии.
Типы процессов анодирования алюминия
Стандарт MIL-A-8625 определяет три основных категории процедур анодирования алюминия с уникальными характеристиками наряду с другими. Эти включают:
Стандарт MIL-A-8625 определяет три основных категории процедур анодирования алюминия с уникальными характеристиками наряду с другими. Эти включают:
1. Тип I: Хромовая кислота для анодирования

Хромовая кислота является основным катализатором в образовании слоя оксида в данном типе процесса. В авиационной и космической отраслях широко используются компоненты, полученные в результате процесса Тип I, которые всегда имеют серый вид. Это обусловлено тонкостью покрытия, что снижает его способность к поглощению красителя.
Он имеет следующие особенности:
- Оксидное покрытие в данном процессе является наименее плотным, но обладает способностью к сопротивлению коррозии.
- Полученная пленка оксида алюминия обладает диэлектрическими свойствами и непроводимостью, что делает ее подходящей для использования в качестве грунтовки.
- Процесс анодирования полезен при изготовлении деталей с тесными допусками без изменения размеров детали.
- Алюминиевые детали, анодированные по процессу Тип I, обладают качествами, подходящими для применения в условиях высокого напряжения.
Однако хромовая кислота является опасным веществом, что делает ее использование проблемой для окружающей среды. Поэтому необходима специальная очистная установка для сточных вод, содержащих хромовую кислоту.
2. Тип II: Серная кислота для анодирования
Этот метод использует серную кислоту вместо хромовой кислоты и является наиболее популярным способом анодирования алюминия. При использовании в качестве электролита серная кислота эффективно создает пористые структуры.
Эти характеристики синонимичны этому процессу анодирования:
- Детали, анодированные с помощью техники Тип II, могут легко поглощать краску, клей и краситель. Поэтому они находят применение в декоративных целях, так как их можно красить разными цветами.
- Приводит к образованию толстого покрытия оксида алюминия диапазоном от 0,1 до 1 мил.
- Покрытие алюминиевого оксида по методу Тип II является непроводящим с диэлектрическими свойствами.
- Детали, анодированные по методу Тип II, более твердые, чем те, которые получены методом Тип I.
- У них есть неплохая устойчивость к коррозии и износу.
Алюминиевые детали, анодированные методом Тип II, находят применение в архитектурных конструкциях, потребительских товарах, таких как электроника, посуда, украшения и в военных целях. Кроме того, по сравнению с анодированием Тип I, анодирование Тип II более дешево благодаря снижению энергозатрат, использованию химикатов и обработке отходов.
3. Тип III: Твердое анодирование
Этот тип анодирования также использует серную кислоту, но при более низкой температуре и более высокой плотности тока и напряжения. Алюминиевые детали, полученные из твердого анодирования Тип III, находят применение в авиационной и космической отраслях, а также в военных целях.
Некоторые изделия, изготовленные из материала с твердым покрытием, – это детали автомобилей, такие как поршни и шестеренки, линейные направляющие и фитинги компрессоров. Твердое анодирование приводит к следующим характеристикам оксидного покрытия:
- Толстое и пористое покрытие превышающее 1 мил.
- Хотя слегка дороже, чем анодирование Тип II из-за необходимых процессуальных условий, анодирование Тип III безопасно для окружающей среды и не опасно.
- Добавление ПТФЭ уменьшает коэффициент трения, особенно выгодно для деталей, подвергающихся трению.
- Создает темную пленку, которая может поглощать черный краситель.
- Повышенная устойчивость к износу, первоклассная электрическая изоляция и отличное сопротивление истиранию.
- Производит самые прочные и долговечные покрытия.
- Они также очень устойчивы к коррозии.
Однако это может значительно изменить размеры детали, что делает его непригодным для деталей с очень тесными допусками.
Другие методы анодирования алюминия включают:
4. Анодирование алюминия тонким слоем серной кислоты
Похожий на анодирование Тип II, в этом методе концентрация серной кислоты намного ниже. Следующие характеристики присущи этому типу анодирования:
- Они легко поглощают краску при окрашивании.
- Их устойчивость к коррозии ниже, чем у анодирования Тип I и Тип II.
- Вы получаете покрытие оксида меньшей толщины, чем у Типов I и II, что делает их более устойчивыми к нагрузкам.
5. Чистая Анодировка
При чистой анодировке, после использования серной кислоты в процессе, вы используете ванну горячей воды, чтобы запечатать анодированную область. Процедура приводит к однородному и прозрачному слою на алюминии, улучшая его внешний вид.
Хотя вы можете оставить деталь без окрашивания, толщина покрытия влияет на интенсивность цвета. Этот процесс часто используется как отделка для рамок, экструзионных профилей, автомобильных облицовок, фотографических пластин и перил и обшивок.
6. Фосфорнокислая анодировка
Еще один вариант хромовой кислотной анодировки, этот метод использует фосфорную кислоту для образования оксидного слоя. Вы можете использовать этот метод в качестве предварительной обработки для нанесения грунтовки.
Результирующее покрытие от этого метода выдерживает экстремальную влажность. Оно также обладает аберрациями, делающими его превосходными по качеству присоединения, особенно с конструкционными клеями.
7. Борно-серная анодировка
Связанные с типом I анодирования риски для безопасности и окружающей среды привели к появлению борно-серной анодировки в качестве альтернативы. Она находит широкое применение при изготовлении деталей для авиации и космонавтики со следующими характеристиками:
- Как и метод типа I, обеспечивает прекрасное сцепление с краской, смазкой и клеем.
- Полезен для изделий с тесными допусками.
- Обеспечивает надежную устойчивость к коррозии.
8. Яркая дипломная анодировка
При этой технике вы производите предварительную обработку смесью серной и фосфорной кислот, после чего проводите серную кислотную анодировку и окрашивание перед запечатыванием.
Итоговый внешний вид зависит от используемого сплава алюминия. Тем не менее, яркая дипломная анодировка улучшает общую эстетическую привлекательность алюминиевой детали.
Классификация алюминиевой анодировки
Классификация алюминиевой анодировки происходит в двух видах:
1. Пакетная анодировка
В этом процессе вы размещаете компоненты и погружаете их в последовательные ванны с каталитическим раствором. В конце процедуры вы извлекаете детали. Этот процесс широко применяется при изготовлении деталей машин, кухонной утвари и отливок.
2. Спиральная анодировка
Здесь вы разматываете материал, обычно предварительно прокатанный, перед проведением непрерывного процесса анодирования. По завершении вы скручиваете материал перед отправкой. Этот метод находит применение при изготовлении листов, проволок и регулярно-формованных деталей.
Преимущества анодированного алюминия
Выбор анодированного алюминия обеспечивает следующие преимущества:
Эстетика
Анодированный алюминий имеет яркий серебристый оттенок, который вы можете окрасить и отполировать по своему усмотрению. В результате обычно получается яркая или матовая отделка, которая эстетически привлекательна.
Стоимость
Высокое соотношение прочности к весу этого металла делает его более дешевым на единицу площади по сравнению с аналогичными использованными металлами. Кроме того, благодаря своей легкости, его дешевле доставлять.
Долговечность
Хотя сам по себе алюминий является прочным материалом, процесс анодирования дополнительно укрепляет его. Фактически, анодированный алюминий примерно в три раза прочнее обычного алюминия.
Экологическая безопасность
Побочные продукты, образующиеся в результате техники анодирования, не являются опасными, что делает их экологически безопасными.
Сохранение цвета
Когда вы анодируете алюминий, его твердость такова, что он не отслаивается и не сколачивается. В результате при окрашивании поверхности цвет проникает в поры, что делает его невозможным стереть.
Легкий вес
Алюминий после анодирования весит примерно на шестьдесят процентов меньше, чем такие же по размеру металлы, как латунь, медь и нержавеющая сталь. Это упрощает его манипулирование во время проектирования и делает доставку дешевле.
Возможности для клея
Структура оксидного слоя такова, что он может вмещать сцепление из-за своей пористой структуры. Поэтому вы можете наносить краску, клей, а также другие алюминиевые компоненты.
Возможность кастомных цветов
Пористость, достигнутая перед запечатыванием, позволяет окрасить покрытие подходящим цветом. Вы также можете придать ему вид другого металла, такого как бронза, нержавеющая сталь, золото, медь или латунь.
Защита от химических реакций
Поверхность анодированного металла становится непроницаемой для химически индуцированных реакций при любой температуре. Анодирование делает структуру оксидной пленки устойчивой и нереактивной к химическому воздействию.
Применение анодированного алюминия
Следующие отрасли применяют анодированный алюминий:
Архитектура
Отсутствие ржавчины и блеск анодированного алюминия делают его идеальным материалом для использования в строительстве. Кроме того, благодаря прочности, легкости и наличию различных цветов и текстур, его можно использовать как для экстерьеров, так и для интерьеров.
Товары для потребителей
Привлекательная отделка, которую можно получить с использованием анодированного алюминия, а также доступные варианты цветов, делают его любимым материалом для потребительских товаров. Микроволновые печи, стиральные машины и печи изготовленные из такого материала прочны и предлагают желаемое качество для потребителей.
Транспорт
Анодирование улучшает долговечность алюминия, делая его подходящим для использования в автомобилях, кораблях и воздушных судах. Его стойкость к коррозии делает его необходимым материалом в транспортных средствах, подверженных различным погодным условиям.
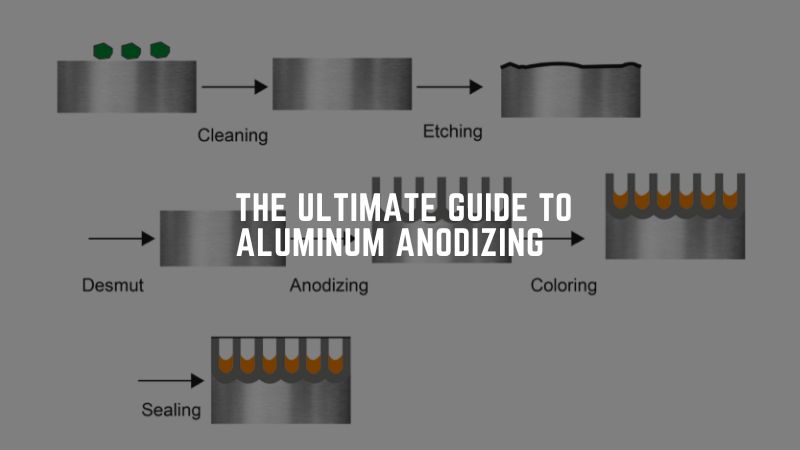
Этапы процесса анодирования алюминия
Процесс анодирования алюминия включает следующие этапы:
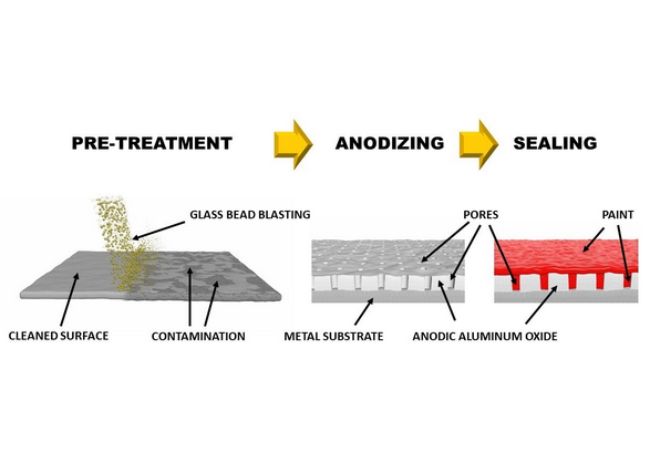
Шаг 1: Предварительная обработка
Предварительная обработка влияет на качество окончательной отделки и конечный вид материала. Она включает удаление небольших поверхностных дефектов и удаление примесей с поверхности обрабатываемого алюминия, которые могут затруднить процесс.
Вы можете проводить предварительные анодировочные обработки механически или химически.
 Процесс анодирования алюминия
Процесс анодирования алюминия
a. Химическая предварительная обработка – Предполагает использование различных химических веществ (кислоты или щелочи) для удаления нежелательных примесей с поверхности. Затем вы изменяете шероховатость поверхности для создания уникального вида через процесс травления или полировки.
- Травление- Вы проводите травление, погружая материал в щелочи или кислоту, такую как гидроксид натрия или фторид аммония соответственно. Это приводит к матовой или тусклой поверхности путем удаления однородного слоя, который минимизирует поверхностные дефекты.
- Полировка- Вы удаляете мельчайшие поверхностные дефекты, делая их заметно отражающими, путем выравнивания и сглаживания. Блестящая отделка обусловлена замачиванием в растворе азотной или фосфорной кислоты с добавками для уменьшения выбросов и увеличения яркости.
Шаг 2: Механическая предварительная обработка
Включает методы экспозиции, включая обработку шариками, пескоструйную обработку и шлифовку абразивами. Эти процессы увеличивают твердость покрытия, его сопротивление усталости и качество сцепления.
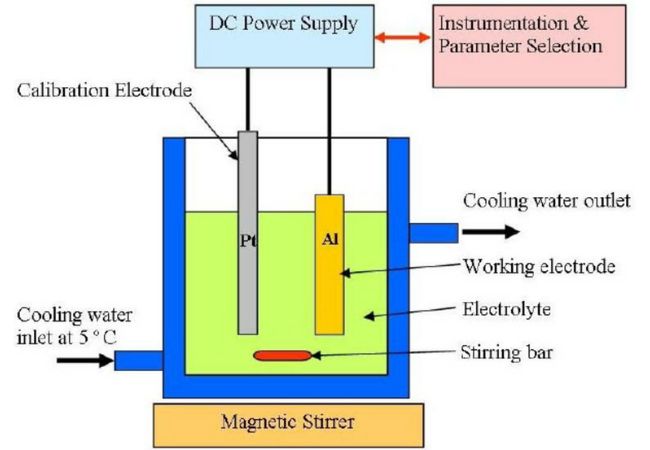
- Электролиз – Это ключевой шаг, при котором вы погружаете алюминиевую деталь в ванну с положительно и отрицательно заряженными электролитами. Алюминиевая деталь является анодом, к которому вы подключаете положительный терминал источника питания (постоянный ток).
- Формирование оксидной пленки – Химический состав электролитной ванны определяет тип образующейся оксидной пленки, как описано ниже:
 Процесс анодирования
Процесс анодирования
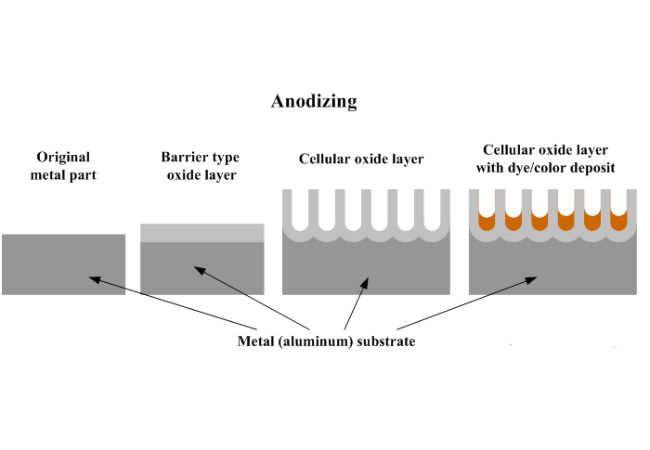
Барьерная оксидная пленка
Барьерный оксидный слой образуется в присутствии нейтрального раствора, не растворяющего окись алюминия. Этот слой защищает поверхность алюминия от воздействия элементов из-за его химической устойчивости. Толщину барьерной оксидной пленки определяет напряжение, подаваемое между электродами.
Пористая оксидная пленка
Пористая оксидная пленка образуется при воздействии разбавленного кислого раствора, примерно десятипроцентной концентрации. Серная кислота находит широкое применение, в результате накопления молекул окиси алюминия в ванне.
На аноде образуется барьерное оксидное покрытие, однако непрерыв
Барьерная оксидная пленка
Барьерный оксидный слой образуется в присутствии нейтрального раствора, который не растворяет оксид алюминия. Этот слой защищает алюминиевую поверхность от воздействия элементов благодаря своей химической реакционной устойчивости. Толщину барьерной оксидной пленки определяет напряжение, подаваемое между электродами.
Пористая оксидная пленка
Пористая оксидная пленка образуется при воздействии разбавленного кислотного раствора примерно десятипроцентной концентрации. Серная кислота широко используется, что приводит к накоплению молекул оксида алюминия в ванне.
На аноде образуется барьерное оксидное покрытие, однако непрерывное протекание тока приводит к образованию пористого оксидного слоя. Применение более высоких напряжений и продление процесса электролиза приводит к образованию более толстого оксидного слоя.
Шаг 3: Окрашивание
Процесс окрашивания проводится после удаления химической ванны и высыхания детали. Во время окрашивания вы красите оксидный слой алюминия, заполняя поры пигментом. Краска прилипает к оксидному слою так, что ее нельзя удалить, задрав.
Шаг 4: Герметизация
Процесс герметизации обеспечивает надежную фиксацию клея, краски или смазки на пористом оксидном слое, предотвращая коррозию, изменение цвета и нежелательное впитывание. При герметизации вы наносите герметизирующее вещество для немедленного заполнения пор после окрашивания из-за чувствительности слоя.
Методы окрашивания после анодирования алюминия
Варианты цветов анодированного алюминия[/figcaption>
Следующие подходы полезны для окрашивания:
Погружное окрашивание
При погружном окрашивании вы погружаете анодированный компонент в раствор, содержащий краситель. Поглощение красителя происходит в порах оксидного слоя алюминия, но он подвержен воздействию УФ-лучей.
Цвет формируется в зависимости от состава красителя. Погружное окрашивание — это недорогой метод, который позволяет производителям наносить различные оттенки на алюминиевые компоненты.
Интегральное окрашивание
Интегральное окрашивание сочетает в себе процессы анодирования и окрашивания. В этом случае раствор для анодирования состоит из серной и органической кислот, что приводит к образованию более толстого покрытия с повышенной стойкостью к истиранию.
Интегральное окрашивание затратное из-за сложности создания оксидного покрытия алюминия с цветом. Кроме того, можно получить только узкий диапазон цветов, таких как коричневый, желтый, серый, бронзовый и черный.
Двухэтапное электролитическое анодирование
Здесь вы погружаете анодированный компонент в раствор металлических солей перед подачей электрического тока. Это приводит к осаждению металлических ионов в пористый оксид электролитически, придавая детали уникальный цвет.
Можно использовать медь, кобальт, олово и никель в качестве металлических красителей. Тип и количество металлических ионов определяют интенсивность цвета.
Интерференционное окрашивание
В этом процессе увеличивается осаждение металлических ионов через электролитический процесс путем расширения основы пористого оксидного слоя. Оптическое воздействие световых волн приводит к образованию различных оттенков, таких как желтый, синий, красный и зеленый.
Вывод
Имея информацию из данного руководства, вы сможете получить лучшую отделку алюминия методом анодирования для вашего уникального и конкретного проекта.
При тщательном проведении этого процесса вы обязательно получите лучшую поверхностную отделку для своей алюминиевой поверхности.
Дополнительные ресурсы:
Что такое анодирование? – Источник: Анодирование
Как анодировать алюминий – Источник: ВикиHow
Анодирование – Источник: Википедия
Анодированный алюминий – Источник: Каталог IQS
