

Что такое лазерная травля?
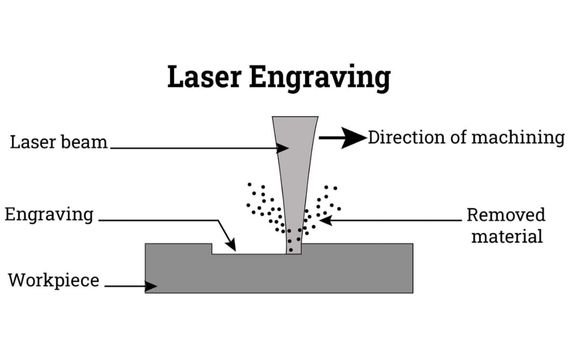
Техника лазерной гравировки включает в себя процесс плавления поверхности деталей и изделий для создания на них оттисков. Она относится к более широкой области лазерной маркировки, включающей в себя гравировку. Этот метод работает с большинством металлов и является невероятно универсальным.
Преимущества лазерного травления
С помощью лазера можно вытравить множество материалов различной толщины. Некоторые из них – нержавеющая сталь, алюминий, свинец и цинк.
Метод лазерного травления и брендирования ценен. Он может быстро переходить от одного препарата к другому, предоставляя пользователям возможность выбора из нескольких вариантов.
Скорость процесса лазерного травления впечатляет. Материал испаряется после каждого лазерного травления. Таким образом, процесс не занимает много времени.

Лазерное травление обладает превосходной точностью и позволяет вытравливать сложные изображения на небольших предметах, таких как кольца или ожерелья.
Когда было изобретено травление лазером?
- 1917 – Квантовая теория излучения; это теория, предложенная Альбертом Эйнштейном о том, что определённые длины волн света могут быть получены путём манипуляции электронами.
- Первое непрерывное лазерное травление было разработано в 1960 году, а затем в 1962 году была создана техника Q-переключения для генерации импульсных лазерных лучей.
- 1978 – Несмотря на свою простоту, первое лазерное травление было куплено; оно использовалось для создания произведений искусства.
- 1996 – появилось разработка первого программного обеспечения специально для лазерных установок. В конечном счете, оборудование для лазерного травления было оснащено прямой компьютерной интеграцией.


Материалы для лазерного травления
Некоторые из основных материалов, которые вы можете легко гравировать лазером, включают:
- Алюминий
- Магний
- Свинец
- Сталь
- Цинк
- Нержавеющая сталь
Процесс лазерного травления
Шаг первый: Создание дизайна
Изображение, которое будет выгравировано на металле, нужно сначала создать. Будь то фотография или векторная графика, оно должно быть черно-белым или в градациях серого. Благодаря этому этапу можно увидеть, как оно будет выглядеть после гравировки. Как правило, если что-то плохо выглядит на экране, оно также плохо будет выглядеть на металле.
Измените размер изображения до нужных размеров. Обратите внимание, что при гравировке на не плоской поверхности может потребоваться некоторое растяжение изображения. Сохраните свою работу в формате, который может принять программное обеспечение вашего лазера.
Шаг второй: Очистка
Очистите ваш металлический предмет с помощью мягкой ткани и спирта. Тщательно очистите поверхность от жира и пыли. Используйте наждачную бумагу мелкой зернистости, чтобы удалить возникшую коррозию или ржавчину.
Будет хорошей идеей надеть перчатки во время очистки и подготовки металла, чтобы предотвратить контаминацию от жиров и масел на ваших руках.
Шаг третий: Нанесение спрея
Дайте вашему металлическому предмету несколько минут, чтобы высохнуть перед распылением. Ещё раз убедитесь, что поверхность абсолютно чиста перед нанесением. Отметьте границы поверхности, которую собираетесь гравировать, с помощью малярного скотча.
Равномерно нанесите на металлическую поверхность спрей для гравировки. Распылите два или три слоя сухой смазки, давая каждому из них полностью высохнуть перед нанесением следующего.
Шаг четвёртый: Регулировка фокуса
Включите ваше устройство и подготовьте его к гравировке. Не забудьте надеть соответствующие защитные очки. Поместите ваш металлический компонент внутрь аппарата и убедитесь, что высота лазера правильно настроена.
Шаг пятый: Гравировка
Загрузите файл, скачанный на шаге 1, в управляющую программу лазера. Для достижения наилучших результатов начните с самой высокой мощности и самой медленной скорости.
Шаг шестой: Завершение работ
Как только гравировка закончена, извлеките ваш металлический предмет из лазера и очистите его. Новый спрей и другие остатки можно снять с металлического предмета с помощью мягкой ткани и спирта из ранее.
Лазерное травление и лазерная гравировка
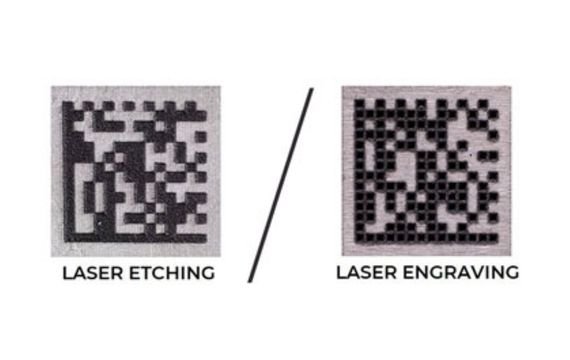
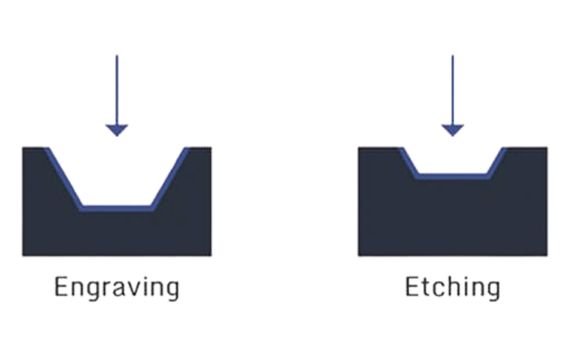
Хотя лазерная гравировка более мощная, лазерное травление происходит быстрее. Это связано с тем, что для испарения материала требуется больше энергии, чем для травления лазером до его точки плавления. Для глубокой лазерной гравировки может потребоваться больше проходов лазера и времени. С другой стороны, выступающие следы от травления менее долговечны, чем выгравированные углубления.
Глубина лазерной гравировки может достигать 500 микрон, в то время как глубина лазерного травления может быть до 80 микрон. Благодаря своей простоте использования, скорости и точности лазерное травление применяется к широкому кругу материалов.
Однако металлические поверхности также могут быть обработаны с помощью лазерной гравировки, которая регулярно используется. Нержавеющая сталь, латунь, холоднокатаная сталь и алюминий – это металлы, которые часто подвергаются лазерному травлению.
Выбор оборудования для процесса лазерного травления

Только волоконные лазеры подходят для лазерного травления.
Это позволяет травить металлы, которые лучше реагируют на волоконные лазеры. Необходимый вам лазер зависит от материала, который вы хотите травить, а не от того, как вы собираетесь его маркировать. К регулярно травимым металлам относятся сталь, алюминий, магний, свинец, цинк, анодированный алюминий и свинец. Лазер излучает лазерные лучи с заранее определенными длинами волн для высвобождения энергии.
Большая часть энергии луча отражается от поверхности при столкновении. Тепло создается путем поглощения избыточной энергии. Для травления лазером вещество просто должно поглощать достаточно тепла, чтобы расплавиться. Различные материалы поглощают и отражают эти длины волн, поскольку частоты углекислотных и волоконных лазеров различаются. Вам нужна правильная длина волны для усиления передачи энергии от лазерного луча к веществу.
Люди также спрашивают:
Да
Лазерное травление не оставляет следов и является постоянным.
По сравнению с другими технологиями прямой маркировки деталей, маркировка, нанесенная с помощью лазерного травления, будет легче читаться на протяжении всего срока службы детали. Такие неабразивные процессы, как лазерное травление, порошковое покрытие и термообработка, могут противостоять друг другу.
Да
Лазерное травление быстрее, чем лазерная гравировка и отжиг. Лазерное травление происходит в два раза быстрее. Чтобы ускорить процесс травления, используйте лазерные системы с более высокой мощностью лазера. Мощность лазера, необходимого для большинства приложений маркировки, составляет 100 Вт.
Если одна система имеет лучшие оптические компоненты и оптимальные параметры лазера, она может травить быстрее, чем другая система эквивалентной мощности.
Переведено с помощью www.DeepL.com/Translator (бесплатная версия)
С помощью лазерного травления можно получить только черный, белый и несколько оттенков серого. Черный и белый цвета обеспечивают наиболее точную контрастность из всех трех. Поэтому именно они чаще всего используются для высококачественной маркировки. Для многоцветной маркировки попробуйте лазерный отжиг – другой метод, при котором поверхность заготовки обесцвечивается лазерным лучом.
Лазер меньшей мощности используется в лазерной маркировке для создания высококонтрастных надписей на поверхности вещества без повреждения самого материала. В отличие от этого, высоконагретый лазерный луч плавит лазер, вытравливая поверхность целевого материала. Задуманный рисунок можно увидеть, потому что расплавленный материал расширяется и создает слегка приподнятый след.
Единственными результатами, которые может получить волоконный лазер, являются: Единственное оборудование, которое может быть использовано для этого процесса, – это станок для маркировки волоконным лазером. Это связано с тем, что металлы, наиболее распространенный материал основы, могут более эффективно поглощать длину волны волоконного лазерного маркера, чем другие лазерные маркеры. Это ограничение влияет на то, как малые предприятия по изготовлению металлических изделий используют эту технику.
Переведено с помощью www.DeepL.com/Translator (бесплатная версия)
При работе с материалами лазерный гравировальный аппарат использует объектив с уменьшенным фокусным расстоянием, чтобы обеспечить более мелкий размер точки. Это повышает качество при гравировке изделий, таких как фотографические изображения. Объектив с большим фокусным расстоянием, используемый лазерными режущими машинами, более терпим к изменениям высоты фокуса и приводит к меньшей конусности резаного края.
Дополнительные ресурсы: