


Что такое штамповка листового металла?
Это процесс оказания контролируемой силы на листовой металл, тем самым вырезая секцию заготовки. В основном, в процессе используются оснастка и пуансоны как система инструментов. В обычных условиях процесс пробивки приведет к образованию отверстия в листовом металле.
Преимущества штамповки листового металла
Некоторые из преимуществ штамповки листового металла включают в себя:
- Способность экономично производить отверстия для среднего и крупномасштабного производства
- Относительно доступная операция резки, пока не требуется индивидуальное оборудование.
- Процесс штамповки листового металла очень быстр и эффективен.
- Вы можете производить отверстия различных форм и размеров быстрее.
- Исключает необходимость во вторичных операциях формовки
- Это универсальный процесс, поскольку вы можете обрабатывать практически все виды металлов

Виды листовых металлов для штамповки
Некоторые из типов листового металла для операции штамповки включают:
- Лист нержавеющей стали
- Листовой железа
- Алюминиевый лист
- Лист меди
- Латунный лист
- Штамповка листов специальных сплавов
Штамповка листового металла и заготовка листового металла
Поковка листового металла относится к процессу обработки металла, который включает в себя формирование отверстий в заготовке из металла. С другой стороны, вырубка листового металла – это процесс металлообработки, при котором конечный продукт удаляется из более крупного металла.
Затем оставшейся материал утилизируется как лом. Кроме того, при поковке листового металла материал, который вырезается, выбрасывается, а конечным продуктом является оставшийся участок. При вырубке листового металла конечные изделия обычно удаляются из более крупного листа металла, а остаток выбрасывается как лом.

Выбор инструмента для штамповки листового металла
Некоторые факторы, которые следует учитывать при выборе оснастки для листовой штамповки, включают:
Толщина материала: убедитесь, что выбранное вами оборудование может использоваться для обработки листового металла без повреждения.
Стоимость: она должна оставаться в пределах вашего бюджета, обеспечивая при этом эффективность.
Простота обслуживания: оборудование должно быть легко чистить и обслуживать, чтобы обеспечить его функциональность на относительно длительный срок.
Совместимость: учитывайте, может ли оснастка обрабатывать используемый материал без его повреждения.
Ручной вырубной пресс для листового металла
Они обычно используются в легкой металлообработке, поскольку эти устройства просты в эксплуатации и могут быть установлены. Они оснащены взаимозаменяемыми наборами матриц, что позволяет настраивать ваши пуансоны под конкретные проекты.
Ручные вырубные прессы подходят для декоративных, бытовых или развлекательных работ и, как правило, относительно доступны по цене.
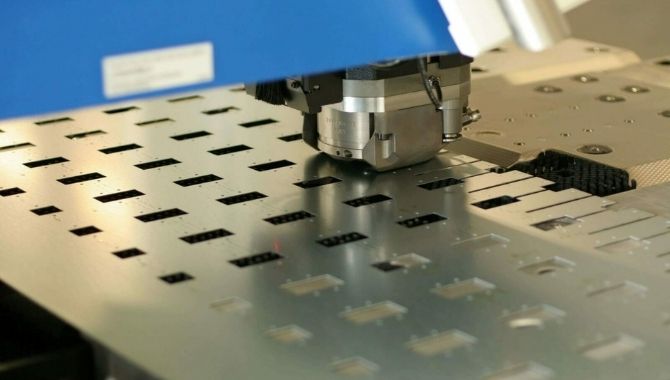
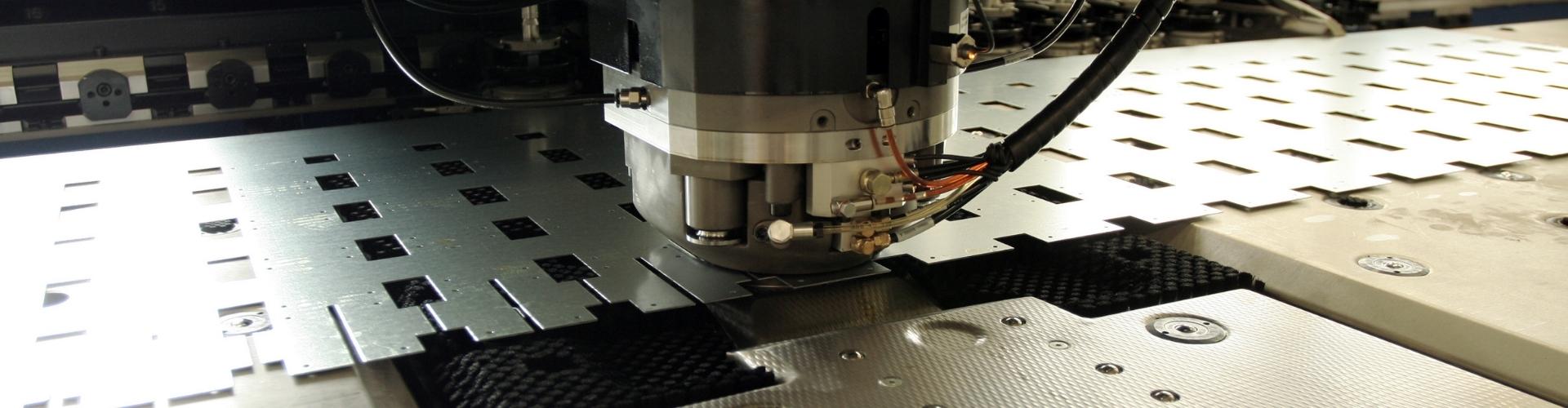
Перфораторный пресс с ЧПУ для листового металла
Процесс начинается с того, что CNC-контроллер перемещает стол по осям X и Y в заранее определенное положение. После этого начинается ударная последовательность.
Излишки изделий удаляются с использованием пуансона и собираются в контейнер для утилизации после завершения последовательности. Управляемые ЧПУ пресс-машины обычно производят удары точно и с очень высокой скоростью.
Факторы, влияющие на качество штамповки листового металла


Некоторые факторы, влияющие на качество пробивки листового металла, включают:
- Пресс для пробивки влияет на качество листового металла. Низкое или высокое давление может вызвать деформации листового металла.
- Также следует учитывать форму матрицы, которую вы используете для пробивки листового металла.
Он должен быть идеально выровнен по области металла, который вы хотите пробить, чтобы избежать отклонения.
- Чтобы обеспечить качество, учтите точный размер и расположение матрицы, а также убедитесь, что пресс для пробивки находится в идеальном положении.
- Важно отметить, что пробивные инструменты обычно полезны для многих ударов, прежде чем они износятся и перестают выполнять чистые пробивки.
- Тип металла: чем тверже пробиваемый металл, тем сложнее чисто его пробить.
- Толщина металла, который пробивается: сложно чисто пробить очень толстые металлы.
Ручной листопробивной станок и автоматический листопробивной станок

Это машина для пробивки листового металла, которая управляется с помощью человеческого труда и делает идеальные отверстия каждый раз. Ручная машина для пробивки листового металла управляется вручную с помощью длинного рычага.
Большинство из них имеют прочную способность до 137 дюймов мягкой стали. Она поставляется в стандартном комплекте из 9 наборов штампов и пуансонов, диаметр которых составляет от 1/8 до 5/8 дюйма.
По сравнению с автоматической машиной для пробивки листового металла, ручная машина для пробивки листового металла работает медленнее и подходит для коротких серий.

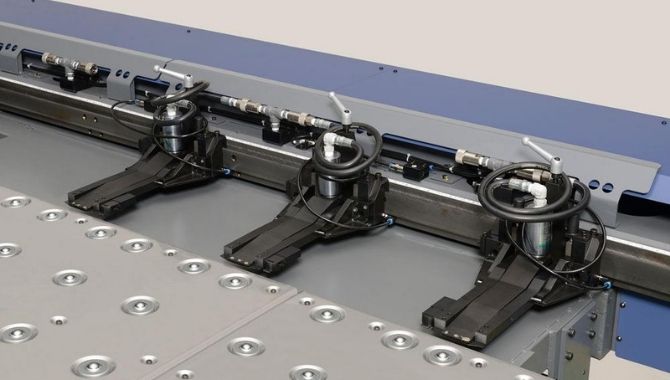
Он оптимизирует производственный цикл и гарантирует больший контроль над временем производства. Автоматическая листопробивная машина обеспечивает большую точность и устраняет необходимость в микропросечках и повторной обработке готовых деталей.
Автоматическая листопробивная машина использует гидравлический или электрический привод и управляется автоматически. Его усилие прижима составляет от 200 до 4500 кН. Он работает на очень высокой скорости – около 1400 ударов в минуту – и оснащен автоиндексом для обеспечения эффективности.
Похожие статьи




Процесс штамповки листового металла
Процесс штамповки листового металла включает в себя несколько этапов, в том числе:
- Эти машины используют штампы и матрицы.
- Обычно листовой металл штампуют сверху вниз. Процесс штамповки управляется матрицами, которые расположены внизу листового металла.
- Здесь матрицы обеспечивают поддержку металла и предотвращают его разрушение, они также помогают штампам делать точные отверстия.
- Перед тем как штамповать листовой металл, его фиксируют между матрицами. Матрицы указывают точное положение или местоположение, в котором следует производить штамповку листового металла.
Это в основном означает, что матрица используется для указания точного положения для штамповки листового металла.
- После того как листовой металл штампуется, его затем обрезают до требуемой формы, длины и размера. Вырезанная часть листового металла затем собирается для переработки.
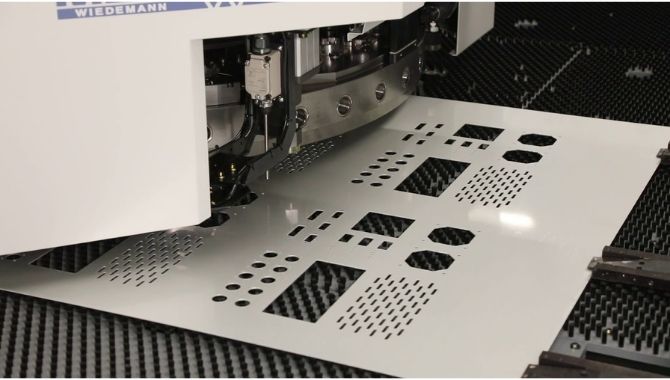
- Эти шаги повторяются до достижения желаемой формы. Часто для получения вырезов и отверстий различных размеров и форм используется ЧПУ-штамповка.
- Этот процесс позволяет производителям штампов и матриц производить листовые металлические детали различного дизайна и формы в соответствии с различными потребностями на рынке. Некоторые из наиболее распространенных геометрических форм для штампованных отверстий включают прямоугольники, квадраты и круги.
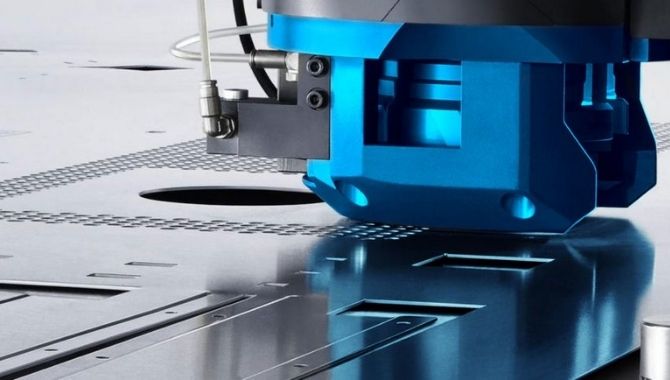
- Для создания углублений и отверстий в изделиях из современного металла проводится процесс штамповки листового металла с использованием современного оборудования.
- Процесс штамповки листового металла может быть осуществлен на ручном штамповочном прессе, хотя в настоящее время широко используются штамповочные прессы с числовым программным управлением. ЧПУ-прессы работают от электропривода, пневмопривода или гидравлики и производят около 600 ударов в минуту.
Применение штамповки листового металла
Штамповка листового металла используется для изготовления крупных деталей из листового металла, таких как:
- Шкафы
- Корпуса
- Детали кузова автомобилей
Они также используются в различных отраслях, таких как:
- Фармацевтика
- Автомобильная
- Производство
- Электроника
- Текстильная промышленность

Стратегии штамповки листового металла
Некоторые из стратегий, используемых в штамповке листового металла, включают:
Расчет максимальных радиусных изгибов внутри
Существует максимальный радиус изгиба, в пределах которого может сгибаться каждое металлическое изделие перед тем, как его целостность будет нарушена. Когда изгибается слишком туго, возникают слабые точки, которые могут легко повредиться. Однако не установлено стандартов для того, насколько тугим должен быть радиус изгиба внутри. Поэтому это переменная, которую могут влиять свойства, такие как толщина и твердость металлического изделия.
Получить радиус изгиба внутри – это математический квест, к которому следует хорошо привыкнуть. Некоторые из доступных рекомендаций для идеального изгиба включают работу с процентом понижения текучести материала. Кроме понижения текучести материала, можно работать с его зерном, чтобы получить идеальный радиус изгиба внутри.
Минимизация тепловыделения для предотвращения закусывания
Это часто становится большой проблемой, когда материал, который должен быть пробит, состоит из того же состава, или когда операции штамповки проводятся спешно. Когда металл изгибается, это может привести к накоплению тепла из-за трения. Нагрев может привести к слиянию однородных кусков металла. Этот процесс называется закусыванием. Некоторые из техник, которые используются для уменьшения нагревания и трения, включают:
- Нанесение покрытий на отверстия для штампов.
- Обеспечение временных интервалов между каждым ударом, чтобы штамп успел остыть.
- Минимизация продолжительности контакта с помощью обратных радиусов.
- Использование нескольких штампов, чтобы обеспечить распределение теплового напряжения.
Использование лазерной резки для создания простых отверстий
Деформация часто происходит при штамповке листового металла. Поэтому важно постоянно проверять штамповочный инструмент. Заточив его по расписанию или заменив, если имеется дефект или требуется меры безопасности. Обратите внимание, что дефект в штамповочном инструменте значительно повлияет на качество штампованных отверстий в вашем листовом металле и также может привести к ненужным потерям. Обеспечьте использование различных резцов и штамповочных инструментов при штамповке листового металла. Это обеспечит, что различные металлы имеют разные резцы и штамповочные инструменты, обеспечивая тем самым долговечность ваших инструментов.
Пост-штамповочное снятие фасок
При штамповке листового металла иногда возникают острые края и острые фаски. Поэтому для удаления этих острых краев и фасок производители используют несколько процессов пост-обработки, включая:
- Сухое и влажное шлифование: они могут использовать крупномасштабные шлифовальные станки для быстрого или равномерного обработки листового металла.
- Электрополировочные процессы: производители могут создать микроскопически гладкую поверхность листового металла путем электрополировки отдельных участков поверхности.
Большинство металлов, использующих эту технику, предназначены для пищевой и фармацевтической промышленности. Эти процессы помогают уменьшить риск травм при использовании листовых металловых форм.
Штамповка листового металла против подрезки листового металла

Некоторые отличия между штамповкой листового металла и подрезкой листового металла включают:
- При штамповке листового металла колесо проникает в металл насквозь.
С другой стороны, при подрезке листового металла излишки материала удаляются с листового металла.
- Штамповка листового металла включает использование инструментов, таких как режущие, ударные, поддерживающие, маркирующие и измерительные инструменты.
С другой стороны, подрезка листового металла включает использование инструментов, таких как станок для резки, для тонкостенного разрезания через металл с высокой точностью.
- Штамповка листового металла приводит к образованию отверстий на поверхности обрабатываемого материала, в то время как подрезка листового металла – это чистый разрез, который не образует отверстий.
Расчет мощности штамповочного станка для листового металла
Универсальная мощность штамповочного станка для листового металла рассчитывается по формуле:
- U = длина окружности или периметр формы штампа (в мм)
- s = толщина листа (в мм)
- Rm = предел текучести (в Н/мм²)
- F = сила штампа в килоньютоне (10 кН = 1 метрическая тонна)
для нержавеющей стали (1.4301) 720 Н/мм²
для мягкой стали (St 37) 420 Н/мм²
для алюминия (AlMg3) 220 Н/мм²
f = фактор от 0,5 до 0,95 при использовании штампов с разрушением.
Некоторые правила которые следует соблюдать для получения лучшей производительности от матриц и штампов включают:
- Обеспечение того, что отверстия имеют идеальный диаметр, соответствующий установленным стандартам для отверстий листового металла.
- Все штампованные отверстия должны идеально подходить к листовому металлу.
Выбор инструментов штамповки листового металла
Некоторые из инструментов штамповки листового металла включают:
- Сверла с заточкой: используется для меньшего количества отверстий. Чтобы сделать идеальные отверстия, следует сначала просверлить небольшое пилотное отверстие с помощью сверла с заточкой, а затем повернуть его, пока не получится нужный размер отверстия.
- Многоступенчатые сверла: используются, когда шаблон отверстий требует различных размеров отверстий, так как они могут использоваться для создания отверстий различных размеров.
- Корончатые сверла: подходят только для меньшего количества отверстий, так как они обслуживаются вручную.
- Портативные ручные штампы: управляются вручную и, следовательно, не подходят для создания большого количества отверстий.
- Штамповочные прессы: используются для создания отверстий в листовом металле, так как позволяют делать несколько отверстий в одном цикле.