

Формовка бугра (также известна как формовка ступени, шаговая гибка или повторная v-гибка) является популярным методом обработки листового металла, который подразумевает изгиб листовых металлических материалов в желаемые цилиндрические или конические формы для различных промышленных применений с использованием гибочного пресса.
В данной статье мы предоставляем подробное руководство по формовке бугра из листового металла с информацией о подходящих металлах, которые можно выбрать, наилучших способах выбора гибкого инструмента и том, чем отличается формовка бугра от использования твердого инструмента.
Кроме того, в статье более подробно рассматриваются преимущества и недостатки формовки бугра, факторы, которые следует учитывать перед началом гибки, процесс и промышленные применения деталей, изготовленных методом формовки бугра.
1. Когда следует рассмотреть формовку бугра?
Если вашей детали из листового металла требуется изгибная часть или бугор, а не просто маленький изгиб, то ее радиус изгиба должен быть большим.
Следовательно, желаемый бугор не может быть достигнут с помощью одного удара гибочного пресса по вашему заготовке.
Кроме того, подготовка матрицы для изготовления изгиба одной индивидуальной детали может быть экономически невыгодной, если вам предстоит производить широкий спектр деталей.
И что дальше? Есть ли гибкий вариант? Ответ – да. Вот как…
Формовка бугра для деталей с большим радиусом изгиба.
Вы должны преобразовать большой радиус изгиба вашей детали в несколько более мелких изгибов.
Именно здесь, быстро и дешево, приходит на помощь ваша формовка бугра для изготовления деталей!
С использованием ЧПУ гибочного пресса вам нужно лишь сконфигурировать контроллер вашего гибочного пресса для создания больших изгибов радиусом без лишних затруднений. Более подробно о процессе формовки бугра рассматривается позже в этой статье.
2. Как работает формовка бугра
Формовка бугра достигается серией изгибов в форме либо V-образных, либо U-образных с использованием гибочного пресса.
Есть различные типы технологий гибких прессов, из которых вы можете выбрать в соответствии с вашими требованиями к формовке бугра и бюджетом.
Формовка бугра – универсальный способ гибки листового металла, который можно использовать для изготовления деталей малых объемов, начиная от простых кронштейнов для металлических листов и заканчивая сложными деталями для авиационной промышленности.
3. Формовка бугра – подходящие материалы для листового металла
Если ваш проект предполагает формовку бугра в качестве части вашего обработки листового металла, вам необходимо определить подходящие материалы для листового металла.

К счастью, формовка бугра работает с широким спектром размеров и толщин листового металла, чтобы удовлетворить ваши требования к применению.
Такие типы металла и размеры листового металла наиболее подходят? Давайте разберемся
3.1 Подходящие металлы для формования бугра
Выбор металлов для вашего процесса шаговой гибки определяется типом применения и требуемыми характеристиками.
Некоторые из наиболее подходящих металлов для широкого спектра проектов по обработке включают алюминий, медь, нержавеющую сталь и никелевые сплавы.
3.2 Исключения для шаговой гибки листового металла
Некоторые металлические листы не являются удобными для работы при шаговой гибке, вот некоторые из них:
3.2.1 6061 Алюминий
6061 алюминий – материал с упругими свойствами. Поэтому он склонен к хрупкости и может легко трескаться в процессе формовки бугра. Вам следует избегать его.
3.2.2 Перфорированные металлические листы
Из-за наличия случайных отверстий в перфорированном металлическом листе ваши шаговые изгибы не будут одинаковы.
Важное замечание: Ваш выбор материала должен определяться желаемой прочностью вашей детали. Работа над простыми конструкциями гарантирует вам максимальную эффективность производства.
3.3 Примеры деталей из листового металла с буграми
Некоторые из деталей или частей, которые вы можете произвести при помощи формовки бугра включают, но не ограничиваются коническими деталями, выпуклыми или бугристыми секциями, каналами для транспорта, горизонтальными изгибами и металлическими угловыми изгибами.
3.4 Формовка бугра из листового металла – размеры и толщины металлических листов
Вы можете выполнять формовку бугров из металлических листов различных размеров и толщин в зависимости от ваших требований к применению или технических характеристик детали.
Для деталей, требующих больших бугров, выбирайте металлический лист или пластину с большим толщиной.

Однако работа с большим металлическим листом будет более требовательной. Это связано с тем, что при увеличении бугра удержание материала в равномерном и стабильном положении становится более сложным.
4. Формовка бугра листового металла – факторы, которые вам следует учитывать
Вот еще несколько факторов, которые вы должны учитывать для успешной формовки бугра из листового металла:
4.0. 1 Выбор станкового инструмента
Качество вашей формовки бугра определяется типом инструментов, в которые вы вкладываете свои средства. Разумным решением будет обеспечение наличия универсального гибочного инструмента, который будет соответствовать различным требованиям гибки.
Если вы ищете услуги формовки бугра для простых и сложных проектов, то выберите производителя с универсальными гибочными прессами и производственной мощностью.
Например, выберите поставщика, который может превращать металлические листы различных размеров в цилиндры, конические формы и другие уникальные услуги гибки или резки.
В качестве производителя, материал, размер, форма и сложность деталей будут направлять вас в выборе наиболее подходящего оборудования для ваших задач по обработке.
4.0. 2 Тип материала заготовки
Определение правильного материала для вашего проекта важно. Это связано с тем, что разные материалы обладают различными свойствами и требуют применения различных инструментов, матриц и методов формовки бугра.
Поэтому при выборе материала вам следует руководствоваться требованиями и спецификациями заказчика, где это применимо.
Если вы выберете неправильный материал, вы можете получить детали, которые не будут служить предназначенным целям. Ваши клиенты могут отклонить продукцию, что причинит вам большие потери и навредит репутации вашего бизнеса.
4.0. 3 Рассмотрение конструкции и желаемая прочность
Потратьте время на полное понимание конструктивных аспектов ваших проектов, особенно в отношении прикладных деталей.
4.0. 4 Желаемые допуски
Вам необходимо иметь представление о желаемых допусках элементов, которые вам нужно изготовить с помощью гибки холодной прокаткой. Это знание критически важно, потому что чем больше допусков, тем точнее должен работать ваш гильотинный пресс.
4.0. 5 Уровень возврата упругости вашего материала
Уровень возврата упругости или упругое изменение формы детали легко может влиять на точность изготовления ваших изделий с помощью гибки. У различных материалов уровни возврата упругости различны.
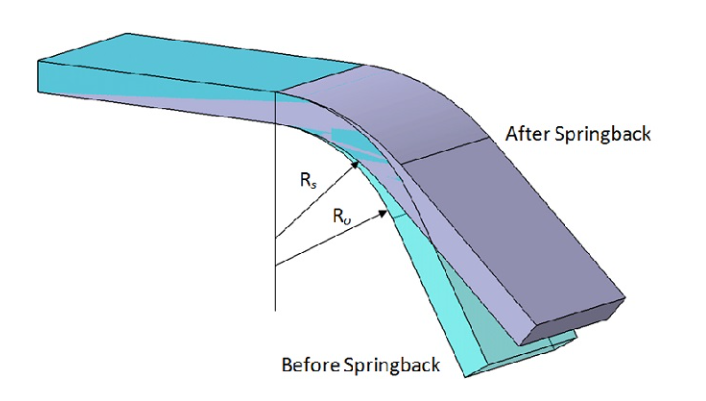
К счастью, возврат упругости можно предсказать. Поэтому важно, чтобы во время гибки учитывался правильный метод компенсации возврата упругости
4.0. 6 Размер, форма и толщина изделия
Планируя изготовление деталей, еще одним фактором, который нужно учитывать, являются размер и форма нужной детали. Это потому что и размер, и форма определяют правильный выбор пресс-формы и общий процесс изгиба деталей.
Размер
Большинство металлообрабатывающих предприятий легко могут работать с металлическими листовыми деталями, шириной до 24 дюймов.
Однако для более длинных изгибов вам может потребоваться найти изготовителей с инструментами и возможностями для обработки больших деталей.
Длина металлического материала, на котором можно выполнять ступенчатый изгиб, будет определяться длиной штока вашего гильотинного пресса.
Форма
Знание того, будут ли изогнуты детали конусообразно или цилиндрически, поможет вам выбрать наиболее подходящие инструменты и процесс гибки деталей.
Толщина
Знание толщины вашего металлического листа помогает определить необходимое количество силы и давления, которые необходимо применить во время процесса изгиба.
Это критически важно для достижения желаемого уровня точности. Работа с более толстыми материалами также требует большего времени для достижения желаемых результатов и, следовательно, требует тщательного планирования.
Вместимость вашего гильотинного пресса и размер штока также определят толщину материала, которую вы можете безопасно выбрать для ступенчатой гибки.
Если ваш металлический лист толще, вам понадобится большая форма.
4.0. 7 Радиус изгиба
Необходимая сила изгиба определяется желаемым радиусом изгиба. Если вашему компоненту необходим более крупный изгиб и, следовательно, больший радиус, вам нужно применить большую силу гибки.
4.0. 8 Давление ступенчатого изгиба
Перед тем, как начать процесс изгиба, нужно правильно разместить инструмент сверху на выбранный вами материал и применить желаемое давление ступенчатого изгиба.
Поэтому вам необходимо определить требуемый уровень давления.
Ваш тип материала, размер и толщина помогут вам оценить необходимое количество давления.
4.0. 9 Максимальная сила ступенчатого изгиба
Сила, которую вы применяете при ступенчатом изгибе, если она избыточна, скорее всего повредит ваш компонент или инструмент.
Вы должны оценить требуемую силу для успешного процесса изгиба. Зная максимальную силу, которую может предоставить ваша машина, вы определите ее рабочую способность, а также как тяговую прочность, так и толщину металлического листа или пластины, на которой она может работать.
4.1 Необходимая смазка и гидравлическое масло
Могут возникнуть ситуации, когда ваша заготовка может подвергаться значительному трению во время ступенчатого изгиба.
В этом случае вам может понадобиться подходящий металлообрабатывающий смазочный материал, чтобы уменьшить зазор между вашим материалом и инструментом для изгиба.
Это позволит снизить износ поверхности и возможные повреждения материала. Смазка также помогает поддерживать ваши пресс-формы и другие использованные инструменты.
Выбор подходящего металлообрабатывающего смазочного материала для вашего проекта определяется другими факторами, такими как ваш выбранный материал, используемые инструменты и техники изгиба.
Также важно убедиться, что ваш ЧПУ гидравлический гильотинный пресс имеет достаточное количество масла для вашей операции ступенчатого изгиба.
Обеспечение наличия в вашей машине достаточного и высококачественного масла критически важно для ее долгосрочной работы и эффективности.
Примечание: Во многих случаях смазка может быть необязательной во время процесса, так как работа с смазанным листовым материалом может быть неряшливой.
4.1.1 Требуемая отделка
Ваш выбор материала и применяемый процесс изготовления определят наиболее подходящую отделку для потребностей вашей детали.
Поэтому, учитывая желаемую поверхностную отделку вашего клиента, вы сможете сосредоточиться на выборе правильного материала, инструмента и процесса изгиба.
5. Процесс ступенчатого изгиба листового металла – основные этапы
Хотя процесс ступенчатого изгиба листового металла может различаться в зависимости от сложности изготавливаемых деталей, существуют общие этапы процесса после выбора подходящего листового металлического материала:
5.1 Предварительная формовка:
После определения правильного материала, который вы хотите сформировать выпуклость, это первоначальный этап, который включает в себя резку или изгиб вашего материала в наиболее подходящую форму.
Например, если листовой металл изогнут, вам может потребоваться разгладить его, изгибая или режа его до нужного размера для формовки выпуклостей.

Вам также может потребоваться очистить металлический лист или при необходимости использовать наиболее подходящий метод снятия стружки для того, чтобы обеспечить гладкую поверхность материала
5.2 Анализ конструкторского чертежа
Дизайн изгиба должен быть тщательно проанализирован вами или вашим оператором станка. Это важно для сбора наиболее важной информации, такой как размер листового металла для формовки выпуклостей, плотность материала, желаемые размеры, допуски и углы изгиба, среди прочего.
Если подробные данные недоступны, то оператор должен полагаться на чертеж для сделки соответствующих оценок на основе своих знаний и опыта.
5.3 Оценка параметров формовки выпуклостей
После этапа предварительной формовки вам нужно оценить следующие параметры изгиба выпуклостей, чтобы иметь возможность программировать гибочный пресс с ЧПУ соответственно
5.3.1 Удары гибочного пресса
Вам нужно знать, сколько ударов гибочного пресса потребуется для формирования указанной выпуклости.
Для расчета этого вы должны учесть толщину вашего листового металла, угол изгибов, а также размер и форму желаемой выпуклости
5.3.2 Расстояние между каждым изгибом (x)
Следующим шагом для вас будет оценка и запись подходящего расстояния между каждым изгибом
5.3.3 Внутренний радиус выпуклости и угол изгиба
Еще одна важная деталь изгиба, которую должен получить ваш оператор после правильной настройки ЧПУ гибочного пресса с необходимыми данными, – внутренний радиус(r) необходимой выпуклости и угол между изгибами(α.)
5.4 Нумерическая конфигурация/программирование гибочного пресса с ЧПУ

После того, как все необходимые данные собраны, вы настраиваете или программируете ваш гибочный пресс с ЧПУ соответственно.
Некоторые из данных, которые вам необходимо настроить, – это форма компонента и желаемый размер выпуклости, рабочая скорость гибочного пресса, необходимое изгибное давление и подходящие глубины изгибов.
Примечание: Если у вас есть все необходимые параметры, вы можете рассчитать изгиб радиусом, используя онлайн-калькулятор.
5.5 Формование выпуклости на гибочном прессе с ЧПУ против упора
После того, как гибочный пресс настроен с желаемыми настройками, следующим шагом будет его активация. Затем начнется процесс пошагового изгиба против упора.
Ваш упор должен иметь высокий уровень точности, чтобы избежать возможных ошибок в углах изгиба.
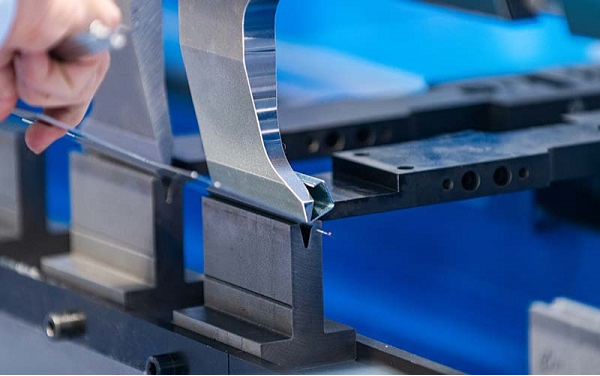
Формование выпуклости достигается путем размещения вашего листового металла на подходящий штамп, где он прессуется в различных смежных местах для формирования желаемой выпуклости.
Чем больше ударов гибочного пресса, тем более гладкий будет конечный изгиб вашего компонента. Хотя не слишком гладкий, потому что линии изгиба все равно будут видны.
Позаботьтесь о том, чтобы вы не делали слишком много изгибов пресса, чем необходимо.
Потому что избыточные изгибы могут привести к ошибкам, которые в конечном итоге могут повлиять на желаемую точность вашего компонента.
С вашим уже подготовленным шаблоном вы всегда можете оценить точность изгиба выпуклости и внести коррективы при необходимости.
Примечание 1: Если ваш гибочный пресс не может быть настроен численно, вам может потребоваться обозначить ваш листовой металл, нанеся линии, чтобы руководить вас в процессе изгиба.
5.6 Пост-формовка
Это финальный этап после процесса формовки выпуклостей. Тип отделки или выбор отделочных инструментов будет определяться материалом и деталью, над которой вы работаете.
Таким образом, для сглаживания шероховатых поверхностей или краев вашей готовой детали вы можете использовать подходящий шлифовальный станок или другой подходящий инструмент.
Другие процессы отделки зависят от требований пользователя и могут включать шлифовку, полировку, сварку и защитное покрытие.
5.7 Инспекция/Контроль качества
5.7 Инспекция/Контроль качества
Этот этап включает в себя осмотр завершенного элемента для проверки его соответствия установленным требованиям.
6. Формовка сгибом и твердые инструменты: сравнение

Формовка сгибом и твердые инструменты – два распространенных метода обработки металла, которые можно использовать при его изготовлении. В чем их сходство и различие? Давайте разберемся.
6.1 Основные сходства
И формовка сгибом, и твердые инструменты:
- Создают металлические детали с помощью матрицы и гибочного пресса
- Могут использоваться для создания сложных компонентов с высокоточными формами
- Требуют точного оборудования для получения необходимой детали
- Используют давление для создания требуемой формы компонента
- Работают с листовым металлом
6.2 Основные различия:
Несмотря на сходства, у формовки сгибом и твердых инструментов есть свои отличия.
Формовка сгибом:
- Производство дешевле и быстрее по сравнению с твердыми инструментами
- Требует минимальных затрат на настройку
- Подходит для небольших объемов производства и прототипирования
Твердые инструменты:
- Более дорогие и требуют больше времени обработки
- Требуют инвестиций в более специализированные инструменты и операции по обработке
- Могут производить большие объемы компонентов.
- Способны создавать более сложные формы и детали
- Могут создавать более точные детали с тесными допусками, чем формовка сгибом
7. Преимущества формовки сгибом гибкого пресса
7.1 Более выгодно
По сравнению с другими процессами формования, формовка сгибом гибкого пресса более эффективна с точки зрения затрат, так как она не требует дополнительных затрат на оборудование. Таким образом, как производитель, вы сэкономите на производственных издержках.
7.2 Сокращение времени выполнения заказа (TAT)
Если вы производите детали небольшими партиями, то формовка сгибом позволяет быстрее выполнять заказы, что способствует более быстрому развитию бизнеса.
7.3 Гибкость
Формовка сгибом представляет собой гибкий процесс обработки, который позволяет создавать различные гибкие формы, такие как цилиндры или конусы из различных металлических листовых материалов, чтобы соответствовать различным применениям в различных отраслях промышленности.
7.4 Экологически безопасный
При процессе формовки сгибом не используются или не производятся химические или опасные материалы или загрязнители.
Это делает его идеальным процессом формования для безопасной и лучшей среды!
7.5 Улучшенная прочность и долговечность материала
Знали ли вы, что гибка, проведенная правильно, может увеличить прочность вашего листового металла? Формовка сгибом повысит прочность и долговечность вашей металлической листовой детали путем уменьшения рисков деформации.
Однако вы должны держать радиус гибки как можно меньше, поскольку излишняя гибка может привести к появлению трещин или линий слабости в вашем листовом металле.
7.6 Высокая точность
С помощью техники формовки сгибом гибкого пресса вы достигаете высокой точности. Это связано с тщательностью, которая ей требуется, и ее повторяющимся характером.
Таким образом, вы можете быть уверены в соответствии вашим заказчикам и требуемым стандартам качества
8. Ограничения формовки сгибом
Как и у различных процессов применения, формовка сгибом также имеет свои ограничения, включая следующие:
8.1 Ограниченный выбор металлов для формовки сгибом
Для прочных и высокопрочных изделий формовка сгибом подходит только для определенных металлов, таких как нержавеющая сталь, алюминий и никелевые сплавы. Поэтому ваш выбор материалов ограничен.
Выбор процесса для менее прочных материалов, таких как латунь и медь, не подходит для определенных компонентов.
8.2 Риск повреждения
Формовка сгибом требует использования высокого давления и силы.
Если вы не контролируете эти параметры, вы рискуете искривить ваш листовой материал или создать неточные детали.
8.3 Для формовки сгибом необходим опытный оператор машины
Для получения высококачественных и точных результатов при гибке вам понадобится опытный оператор гибочного пресса.
Оператор должен обладать обширным опытом выполнения задач по формовке сгибом и работы с материалами.
Итак, подбор нужного исполнителя для вашего проекта или его замена может занять время.
Это может легко повлиять на ваши сроки производства.
8.4 Для формовки сгибом необходим образец
Важно сначала создать шаблон.
Это действует как ваш руководство по точности во время формования выпуклостей.
Такой шаблон должен иметь точные размеры.
Его производство может быть затратным в зависимости от конструкции и сложности компонентов, которые вы собираетесь производить.
8.5 Ограничение по формам и толщине листового металла
Размер выпуклостей, которые вы можете захотеть сформировать, зависит как от размера, так и от толщины листового материала.
Следовательно, если вам нужна большая выпуклость, вам следует потратиться на большой материал.
Для более толстого материала формование выпуклостей будет более требовательным.
8.6 Непоследовательность в качестве
Поскольку формование выпуклостей зависит от применения повторяющейся силы или давления на ваш материал компонента, ваш конечный продукт может быть непоследовательным или иметь некоторые несовершенства в терминах точности или общего качества.
9. Формование выпуклостей – отраслевые применения
Некоторые отрасли, в которых вы найдете применение формования выпуклостей для мелкосерийного производства или создания прототипов, включают, но не ограничиваются:
9.1 Авиационная отрасль
Формование выпуклостей находит применение при изготовлении некоторых высокоточных компонентов для самолетов.
Изгибание выпуклостей позволяет производить детали, такие как обшивочные панели фюзеляжа, носовые конусы, продольные стрингеры крыла, ребра крыла и другие детали из высокопрочного материала.
9.2 Автомобильная отрасль
В автомобильной отрасли формование выпуклостей помогает в производстве деталей, таких как топливные баки, масляные поддоны, тормозные барабаны, крылья, рамы автомобилей с сложными изгибами и деталей кузова.
9.3 Складские помещения
В области складирования и переработки пищевых продуктов формование выпуклостей помогает в создании конических загрузочных бункеров для хранения материалов, таких как зерно, гранулы и порошок, среди прочего.
9.4 Медицинский сектор
В медицинском секторе формование выпуклостей помогает в создании прототипов и производстве медицинских деталей. Некоторые изделия с выпуклыми сечениями включают медицинские инструменты, вспомогательные устройства и другие точные компоненты.
9.5 Строительная отрасль | Архитектурные конструкции | Производство мебели
Если вы занимаетесь строительством или архитектурой, вы можете использовать формование выпуклостей для создания изогнутых деталей для ваших стальных окон и дверей.
Формование выпуклостей применимо при изготовлении мебельных изделий, таких как металлические сиденья и стулья, среди других изделий для дома.
10 Заключение
Формование выпуклостей – универсальное, быстрое и недорогое решение для изгиба. Оно подходит для создания прототипов или если вы собираетесь производить детали малыми партиями.
Для производства широкого спектра выпуклых форм обратитесь за услугами квалифицированного производителя.
Опытный производитель с глубокими знаниями различных материалов для изготовления также поможет вам с выбором материала.
Важно отметить, что формование выпуклостей – это искусство, требующее как навыков, так и опыта. Поэтому вовлечение квалифицированного и опытного оператора гибочного пресса имеет первостепенное значение.
