

Титановая гидроформовка стоит на высоком месте как мощный процесс.
В этом блоге ваш разум отправится в путешествие, чтобы овладеть этим искусством. Вы узнаете о шагах, типах и мощи титана. Воззрите чудеса, созданные путем формовки этого металла под действием гидроформовки.
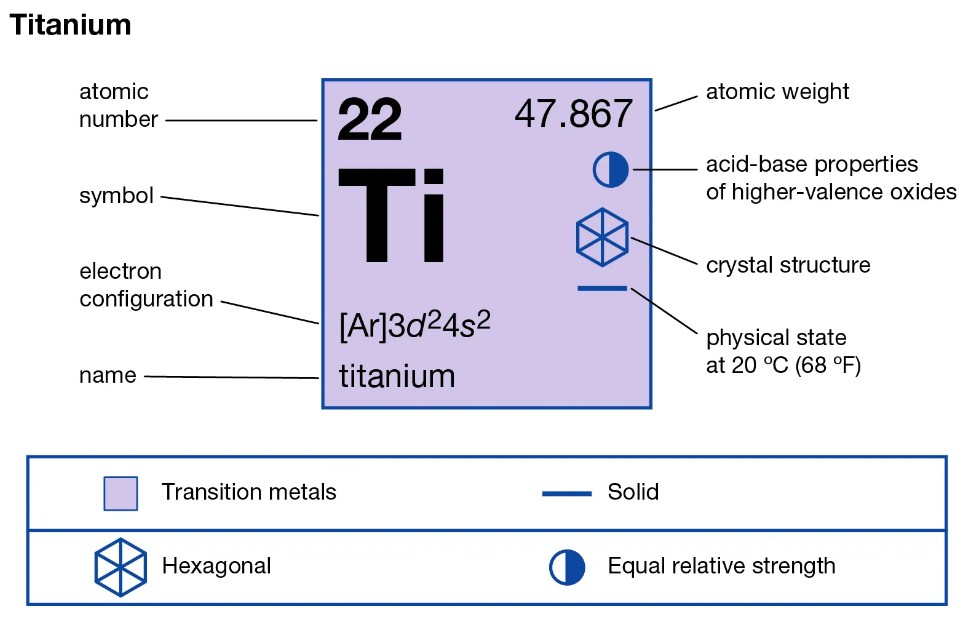
Понимание Материала: Титан!
Картинка 1
Свойства Титана
· Высокая прочность
Для гидроформования титана используется гидравлическая жидкость, которая оказывает давление. Лист металла принимает желаемую форму. Предел текучести металла составляет 434 МПа. В сравнении, у стали этот показатель составляет 250 МПа.
· Низкая плотность
Плотность титана значительно низкая. Впечатляющие 4,5 грамма на кубический сантиметр (г/см³) являются показателем плотности титана.
Такие детали требуют значительной прочности. Однако сохранение минимального веса имеет первостепенное значение. Процессы гидроформования используют преимущество плотности титана.
· Устойчивость к коррозии
Под воздействием воздуха на титане образуется оксидный слой. Его толщина составляет около 25 нанометров. Морская вода, хлор и кислоты не воздействуют на титан. Материал выдерживает воздействие агрессивных химикатов.
· Биосовместимость
Далее, биосовместимость титана является весьма выдающейся. Организм человека принимает титан. Медицинские имплантаты, такие как титановые тазобедренные суставы и зубные винты, являются распространенными. Инфекции редки из-за оксидного слоя. В МРТ- и рентгеновские аппараты входят детали из титана.
Важно, что металл недействителен. Ткани организма взаимодействуют с титаном безопасно. Хирургические инструменты также используют этот металл.
· Хорошая пластичность
Пластичность титана заслуживает похвалы. Листы могут превратиться в тонкие провода. Материал может гнуться, не ломаясь. Градус 1 титана является образцом с удлинением 24%.
· Немагнитный
· Высокая температура плавления
Титан гордится высокой температурой плавления – 3 034°F (1 668°C).
· Отличная устойчивость к усталости
Титан не устает легко. Устойчивость к усталости означает, что детали из титана служат дольше. Даже под гигантским напряжением детали из титана не прорываются.
· Низкая теплопроводность
С низкой теплопроводностью титан остается прохладным. Титан, с прохладным характером, достигает отличных результатов в условиях высоких температур.
· Высокий модуль упругости
Титан легко возвращается в исходную форму. Высокий модуль упругости – 15.2 х 10^6 psi – помогает в этом.
Классы Титана
- Класс 1
- Класс 2
- Класс 3
- Класс 4
- Класс 5 (Ti6Al4V)
- Класс 7
- Класс 9
- Класс 12
- Класс 23
- Класс 36
Основы гидроформовки!
Картинка 2
Основные принципы
Давление Жидкости
В титановой гидроформовке жидкость придает форму титану. Представьте себе, что насос подает воду под давлением 40 000 psi. В результате очень прочный металл гнется как глина. Гидроформованный титан обладает прочностью и гибкостью.
Необходимо отметить, что давление и время играют ключевую роль. Действительно, эксперты используют 10-15 секунд давления, чтобы предотвратить трещины.
Комплект Матриц
Затем выходит на сцену комплект матриц. Комплект матриц похож на форму. Представьте себе формочки для изготовления печенья из титана. Сначала эксперты выбирают матрицу из твердой стали или карбида.
Затем лист титана помещается внутрь матрицы. Теперь жидкость, поданная ранее, толкает титан в форму матрицы. После этого машины плотно нажимают комплект матриц.
Расширение Материала
Под воздействием воды титан растягивается. Удивительно, он может увеличиться в 1,5 раза. Более того, металл может достигать толщины от 0,2 до 6 дюймов. Эксперты нагревают титан до 1 650°F для удобного растяжения. Охлаждение делает растянутый металл очень прочным.
Равномерное Нанесение Силы
В титановой гидроформовке большая машина подает жидкость на металл. Металл становится формы. Плюс, машина не нажимает слишком сильно или слишком мягко. ASTM B265 устанавливает правила для металла.
Большинство металлических листов имеют толщину 0,02″. Давление жидкости одинаково по всей площади.
Высокая Точность
Очень умные люди любят использовать титановую гидроформовку. Так что это используют и производители автомобилей и самолетов! Робот-рука и датчики наблюдают за металлом. Затем большая плюшевая вещь делает формы.
Например, у Boeing 777 есть каркас из титановой гидроформовки. У Boeing 777 более 70 000 деталей подвергаются гидроформовке.
Быстрое Формование
Делайте вещи быстрее с помощью гидроформовки! Используйте штамп, чтобы придать металлу форму, а затем сжимайте его жидкостью. Деталь родится за 10 секунд. ISO 21329 помогает людям делать это правильно.
Гидростатическое Давление
Гидростатическое давление похоже на крепкий рукопожатие для металла. В гидроформовке жидкость “пожимает руку” с металлом. Сжатие создает идеальные формы. Подумайте о том, как воздух наполняет шар. Жидкость наполняет карман из металла.
Различные Техники
o Гидроформовка Труб
Инженеры формируют титановые трубы с помощью специальных машин для гидроформовки. Затем мощная жидкость проталкивается внутрь трубы. Таким образом, титан принимает форму матрицы.
Кроме того, форма сохраняет титан неподвижным. Размеры обычных труб – 3/8″ и 5/8″. Гидроформирование титана CP2, популярного сплава, хорошо формует. Удивительно, что трубы становятся очень прочными.
o Листовое гидроформирование
В этом методе листы титана подвергаются тому же волшебству. Однако вместо трубы формируются большие листы. Сначала машина укладывает лист на форму. Затем высокое давление жидкости опускает титан.
Следовательно, гидроформирование листов титана CP2 может стоить дороже труб. Толщина листов может быть от 0,5 до 150 мм.
o Гидроформирование высокого давления
Здесь давление жидкости очень высокое, часто до 10 000 фунтов на квадратный дюйм. Следует отметить, что титан изменяет форму быстрее при таком высоком давлении.
Однако требуется чрезвычайная осторожность, чтобы избежать трещин или повреждений. Гидроформирование высокого давления подвергаются как титановые трубы, так и листы. Особенно легко создавать сложные формы. Эксперты любят этот метод для изготовления выхлопных труб и рам велосипедов.
o Гидроформирование низкого давления
В этом процессе используется вода. Да, вода! Но не слишком большое давление. Здесь титановое гидроформирование играет главную роль. Затем листы титана становятся удивительными формами. Представьте детали для автомобилей или кусочки самолетов.
Все они могут быть изготовлены при использовании давления от 5 000 до 10 000 фунтов на квадратный дюйм. Эксперты называют эту технику Т.Г.Ф. Нагрев не требуется. Представьте себе прочные, легкие и очень стильные дизайны.
o Паризонное гидроформирование
В отличие от этого метода используется так называемый “паризон”. Паризон похож на мягкую трубку из титана. Затем с помощью воздуха и воды паризон превращается в формы. Представьте себе воздушные шарики! Для этого метода требуется от 10 000 до 20 000 фунтов на квадратный дюйм.
Титан превращается в рамы велосипедов или музыкальные инструменты. Изготовленные детали тонкие, но мощные. Прежде всего, заводы любят этот метод за экономию металла.
o Гидромеханическое глубокое штампование
Здесь акцент делается на глубоких, сложных формах. Сначала машины используют жидкость и штамп. Жидкость часто является маслом. Штамп помогает формировать титан.
Затем появляются детали, такие как кухонные мойки или кожухи двигателя. При 15 000 – 30 000 фунтов на квадратный дюйм титан изгибается и изгибается. Здесь ключевая точность. Глубокое штампование создает прочные, изящные детали.
Материалы, подходящие для гидроформирования
| Свойство / Материал | Алюминий 6061 | Нержавеющая сталь 304 | Латунь C260 | Медь C110 | Титан Ti-6Al-4V | Высокопрочный сплав 7075-T6 | AHSS (DP980) |
| Предел текучести (МПа) | 276 | 205 | 95 | 70 | 880 | 503 | 690 |
| Плотность (г/см³) | 2,70 | 7,93 | 8,50 | 8,92 | 4,43 | 2,81 | 7,80 |
| Модуль упругости (ГПа) | 68,9 | 193 | 110 | 119 | 114 | 71,7 | 200 |
| Устойчивость к коррозии | Хорошая | Отличная | Хорошая | Отличная | Отличная | Умеренная | Умеренная |
| Формовка | Отличная | Умеренная | Отличная | Отличная | Плохая | Плохая | Хорошая |
Таблица материалов, подходящих для гидроформирования!
Предварительный процесс гидроформирования!
| Критерий \ Шаги | Выбор материала | Проектирование компонента | Создание штампа | Разрезка материала | Нагрев материала | Изгиб трубы | Смазка |
| Основная цель | Выбор сплава и марки | Определение геометрии | Изготовление формы | Точность размеров | Тепловое расширение | Формирование изгибов | Снижение трения |
| Оборудование/Инструменты | Спектрометр, база данных | CAD-программное обеспечение | Фрезеровка с ЧПУ | Лазерная резка | Печь, термометр | Гибочный станок | Смазка, кисть |
| Допуск (±мм) | Недоступно | ± 0,1 – 0,5 | ± 0,01 – 0,1 | ± 0,1 – 0,3 | Недоступно | ± 0,1 – 0,5 | Недоступно |
| Изменяемые свойства материала | Состав сплава | Прочность конструкции | Недоступно | Отделка поверхности | Структура зерна | Остаточные напряжения | Натяжение поверхности |
| Время (минуты) | 5 – 10 | 30 – 120 | 120 – 480 | 2 – 10 | 10 – 60 | 5 – 30 | 2 – 5 |
| Стоимость (USD за единицу) | 10 – 50 | 20 – 100 | 200 – 2 000 | 5 – 20 | 2 – 15 | 5 – 30 | 0,1 – 2 |
| Меры контроля качества | Сертификаты материала | Конечно-элементный анализ, Проверка дизайна | Проверка допусков | Анализ ширины керфа | Мониторинг температуры | Проверка угла загиба | Проверка вязкости |
Таблица предварительного процесса гидроформирования!
Процесс гидроформовки титана!
Пошаговая процедура
§ Нагрузка титана
Эксперты устанавливают лист титана на штамп. Затем техники закрепляют лист с помощью гидравлического поршня.
§ Наполнение жидкостью под давлением
В настоящее время камера заполняется гидравлической жидкостью. Жидкость набирает давление – обычно 15 000 PSI. Большее давление может достигать до 100 000 PSI. Это сила! Жидкость давит на лист титана. Это заставляет его двигаться, и он готов изменить форму.
§ Расширение титана
Сила жидкости заставляет титан расшириться. Инженеры называют это “вздутие”. С вздутием титан принимает форму штампа. Титан 2-й степени – лучший выбор для деталей автомобилей. Степень 5 отлично подходит для самолетов. Использование правильного класса делает огромную разницу в результатах.
§ Формирование титана
Титан растягивается в новую форму. TDF (Titanium Drawing Fluid) делает процесс более плавным. Это помогает создавать сложные конструкции.
§ Снижение давления
Давление снижается, и жидкость уходит. Титан перестает растягиваться. Новая деталь плотно сидит в штампе. Умелые руки осторожно управляют давлением. Качество детали теперь заложено навсегда. Мастерское управление определяет лучшие результаты.
§ Выгрузка компонента
Гидравлический поршень отходит. Новая деталь вынимается из штампа. В воздухе витает напряжение. Когда деталь выходит, можно увидеть изменение. Для крепких деталей инженеры предпочитают титан 23-й степени. Материал не подводит.
§ Обрезка излишков
Художники с помощью инструментов обрезают лишний титан. Часто в качестве инструмента выбираются станки с ЧПУ. Ровные края делают деталь идеальной. Без излишков деталь каждый раз подходит как нельзя лучше. Точность не опциональна; это существенно.
§ Окончательный осмотр
Деталь проходит тщательный осмотр. Микроскопы и измерительные инструменты проверяют на наличие дефектов. Инженеры требуют только совершенства. Измерения должны быть в пределах 0,005 дюйма. Любое отклонение не принимается. Контроль качества – страж превосходства.
§ Чистка компонента
Цель – абсолютная чистота. Деталь погружается в специальную ванну. Кислоты и растворители удаляют масла и грязь. Чистка и ультразвуковые волны делают свое дело. Титан выходит блестящим. Никакая грязь не спрятаться. Чистота гарантирует наилучшую посадку и функциональность.
§ Обработка компонента
Последний штрих – шедевр. Поверхностные обработки добавляют заключительное прикосновение. Электрополировка заставляет титан блестеть. Порошковое покрытие добавляет цвет.
Деталь теперь готова окунуться в мир. Промышленность во всем мире ждет с нетерпением. Гидроформовка титана вновь достигла высшей точки промышленного чуда.
Критические параметры и контроль
o Управление давлением
В гидроформовке титана важно контролировать давление. Вначале давление насоса должно быть около 5 000. Затем эксперты постепенно увеличивают его до 60 000 PSI для оптимальной формовки. Сбросной клапан обеспечивает безопасность.
o Толщина материала
Выбор правильной толщины материала имеет важное значение. Тонкие листы, около 0,5 мм, подходят для изящных дизайнов. Для прочных деталей лучше всего использовать титановые листы толщиной от 2,5 мм до 6,4 мм.
o Выравнивание штампа
Выравнивание штампа заслуживает внимательного внимания. Точность обеспечивает соответствие формованного титана точным характеристикам. Обычно эксперты используют микрометры и лазерные приборы для выравнивания.
Даже небольшое неправильное выравнивание, даже 0,001 дюйма, может разрушить весь процесс.
o Температура жидкости
В процессе гидроформовки температура жидкости играет ключевую роль. Обычно ее поддерживают в пределах от 68 до 108°F. Слишком горячий титан становится слишком мягким.
Слишком холодный, и формовка становится трудной. Поддержание оптимальной температуры предотвращает потери и обеспечивает отличное качество титановых деталей.
o Время цикла
Оптимизация времени цикла повышает производительность. В среднем время цикла колеблется от 10 до 30 секунд. Короткие времена, менее 10 секунд, риск дефектов. Длинные времена, более 30 секунд, снижают производство. Опытные специалисты по гидроформовке знают, что нахождение баланса крайне важно.
Оптимизированное время цикла – волшебный ингредиент для качества, эффективности и экономичности в гидроформовке титана.
o Твердость материала
Мягкий титан, как 1-я степень, легко гнется. Однако 5-я степень прочна, идеальна для прочных деталей. Компании проверяют твердость Роквелла, между HRC 36-45.
Внимательное контролируют предохраняет титан от трещин. Стандарты ASTM, такие как ASTM B265, помогают профессионалам выбирать материал.
o Состояние поверхности штампа
Гладкие штампы предотвращают появление следов на конечном продукте. Более того, штампы с покрытием PVD (физическое напыление паров) уменьшают износ. Типичная твердость составляет около 3500 HV.
Штампы из высокоскоростной стали (HSS), хотя и дороже, обеспечивают лучшую производительность. Штампы из HSS могут изготовить больше деталей до износа. Систематическое обслуживание обеспечивает качество штампов, существенное для безупречных результатов.
o Направление структуры материала
Атомы металла образуют узоры, как колец деревьев. Правильное выравнивание делает детали менее подверженными поломке. Неправильное выравнивание может вызвать отказы при давлении.
Стандарты ISO 9001 помогают поддерживать правильное выравнивание. В авиационной промышленности уделяют большое внимание направлению структуры материала. Безопасность в полете зависит от безошибочного выравнивания.
o Уровень смазки
Смазка снижает трение во время формовки. Трение вызывает нагрев, что может ослабить металл. Обычным смазочным материалом является масло полиалкиленгликоля (PAG).
PAG-масло помогает титану плавно скользить. Производители применяют определенное количество, обычно в миллилитрах, так как излишек может вызвать дефекты. Правильная смазка изменяет игру в формировании титана.
o Послеформовочная обработка
Продукты проходят термическую обработку для увеличения прочности. Кроме того, холодная деформация повышает прочность. Отжиг для снятия внутренних напряжений.
Предел прочности часто достигает около 130 000 psi. Точная обработка во время обработки гарантирует лучший конечный продукт.
Вызовы и Решения
· Контроль морщин
В титановом гидроформинге морщины плохи. Гидравлическое давление, обычно 40 000 psi, формирует металл. Слишком большое давление вызывает появление морщин.
Системы точного контроля, совмещенные с высокотехнологичными датчиками, отслеживают давление. Кроме того, ЧПУ-оснащение обеспечивает точные формы. Переменная сила держателя заготовки (VBHF) гарантирует правильное растяжение металла.
· Предотвращение разрывов
Титан прочен, но легко разрывается. Теперь давайте поговорим о предотвращении разрывов. Смазка является ключевой. Покрытия поверхности, такие как нитрид титана, заставляют титан скользить.
Кроме того, гидроформование использует жидкостное давление. Поэтому эксперты выбирают правильную жидкость. Также важны радиусы оснастки. Большие радиусы, более 3 мм, избегают острых изгибов. Кроме того, мягкое увеличение давления предотвращает разрывы.
· Уменьшение возвратного пружинения
Титан отскакивает и теряет форму. Решение – отжиг. Нагрейте титан до 1300°F, а затем охладите его. Кроме того, важен выбор сплава. Титановый сплав 5 имеет низкое возвратное пружинение. Кроме того, важны точные штампы. Проектируйте штампы с учетом возвратного пружинения.
· Уменьшение перерастяжения
Перерастяжение слишком сильно растягивает титан. В результате детали не подходят. Скорость удара важна; 3 дюйма в минуту – хороший старт. Ударник – формовщик.
Кроме того, помогает отжиг. 1650°F – волшебное число для титана. Контролируемое жидкостное давление также важно.
· Уменьшение износа матриц
При гидроформовании титана матрицы формируют металл. Не менее важно использование покрытий поверхности для сохранения матриц. Здесь звезды – хром и нитрид титана.
Регулярное обслуживание имеет первостепенное значение.
· Поддержание допусков
Установка гидравлического давления в пределах 400-600 МПа критична. Кроме того, оптимальная толщина листа от 0,6 мм до 3 мм. Особенно важен радиус инструмента для формования металла. Полость матрицы должна быть -0,05 мм для точных результатов.
Смазки, такие как на основе мыла, уменьшают трение. Кроме того, давление газа должно колебаться от 90 до 220 psi. Поддержание температуры, около 400°F, обеспечивает высочайшее качество.
· Управление затратами
Использование листов из титана 1 или 2-й степени сокращает затраты. Кроме того, оптимизация давлений гидравлических систем предотвращает энергетические потери. Следовательно, предварительно резанные заготовки оптимизируют производство. В сущности, размеры листа 100×200 мм сокращают отходы.
Инвестирование в передовое программное обеспечение CAD/CAM уменьшает конструктивные дефекты. Инструменты быстрой смены (QDC) снижают затраты на инструмент и сокращают время настройки.
· Обеспечение последовательности
Регулирование открытия V-образной матрицы, идеально 6-12 раз толщина листа, имеет первостепенное значение. Кроме того, синхронизация скорости удара и давления обеспечивает равномерное формование. Замечательно, цифровые системы мониторинга отслеживают параметры в реальном времени.
Кроме того, отжиг в температурном режиме 700-800°C улучшает деформируемость материала.
· Оптимизация циклов
Использование роботизированных манипуляторов может сократить время загрузки до нескольких секунд. Кроме того, использование насосов с электроприводом ускоряет гидравлическую производительность. Применение высокоскоростных прессов со скоростью удара 100-200 ударов в минуту увеличит производительность.
Ультразвуковой контроль в процессе производства уменьшает простои. Внедрение методологий Six Sigma, таких как DMAIC, настраивает процессы для достижения максимальной производительности.
· Безопасная работа
Ношение огнестойкой одежды защищает от искр. Кроме того, использование фильтров HEPA сокращает воздействие пыли титана. Кроме того, автоматизированные системы обработки материалов исключают контакт человека. Хранение листов титана в сухих помещениях с относительной влажностью ниже 50% предотвращает реакции.
Виды титанового гидроформования!

Рисунок 3
» Гидроформирование труб
При гидроформировании труб гидравлическая жидкость формует титановые трубы в определенные формы. Затем вокруг трубы закрывается штамп. Давление составляет от 4 000 до 20 000 фунтов на квадратный дюйм (PSI). Титановые трубы превращаются в велосипедные рамы, выхлопные системы и детали для авиационной промышленности. Различные трубы, такие как титановый сплав Grade 5 Ti-6Al-4V, дают разнообразные результаты.
Также некоторые штампы используют CAD для проектирования. По сути, гидроформирование труб превращает простые трубы в полезные вещи.
» Гидроформирование листов
При гидроформировании листов большие титановые листы изменяют свою форму. Сначала штамп крепко удерживает лист. Затем жидкость под давлением 15 000 PSI деформирует лист. Лист становится оболочкой или корпусом.
Листы различных сплавов, таких как Ti-6Al-7Nb, отлично подходят. Инструменты и детали для авиационной промышленности часто изготавливаются из листов.
» Гидроформирование высоким давлением
Гидроформирование высоким давлением включает в себя интенсивное воздействие сил. Давление для титана превышает 20 000 PSI. Сложные формы требуют такого давления. Высокая прочность и низкий вес играют ключевую роль.
В основном здесь применяется сплав Ti-3Al-2.5V. Гидроформирование высоким давлением используется в автомобильной и авиационной промышленности. Кроме того, медицинское оборудование изготавливается с помощью гидроформирования высоким давлением.
» Гидроформирование низким давлением
Гидроформирование низким давлением требует меньшей силы. Давление ниже 5 000 PSI является обычным. Штампы удерживают титан в определенном положении. Жидкость изгибает титан, создавая более мягкие формы. Низкое давление отлично подходит для сплава Ti-6Al-4V ELI. Легкие детали для автомобилей и трубы изготавливаются с использованием гидроформирования низким давлением.
» Точное гидроформирование
Точное гидроформирование производит титановые детали с большой тщательностью. Точные формы требуют точного давления. Давление изменяется от 2 000 до 10 000 PSI. Для точного гидроформирования используется технология ЧПУ. Точные сплавы, такие как Ti-15V-3Cr-3Al-3Sn, работают чудеса. Точное гидроформирование помогает в производстве часов, камер и роботов.
» Гидроформирование титана методом паризон
При гидроформировании титана методом паризон высокодавление жидкости формирует титан. Примерно 8000 PSI жидкости сжимают металл в штампе. Без сварки достигается равномерная толщина стенок. Достигается высокая точность и гладкость.
» Глубокое гидроформирование
Здесь титановые листы проходят через пресс. Под давлением до 6000 PSI они принимают форму штампа. Изготовление манжет, резервуаров и кухонных моек происходит таким образом. Повторение процесса позволяет получить более глубокие формы.
» Гидроформирование с осевой подачей
Также следует учесть гидроформирование с осевой подачей. Труба подается в штамп. Затем под давлением до 10 000 PSI жидкость формирует трубу. Этот метод отлично подходит для создания сложных деталей. Изготовление рам для велосипедов и автомобильных компонентов происходит таким образом.
» Гидроформирование с радиальной подачей
Две половины штампа зажимают трубу. Приблизительно 5000 PSI гидравлического давления формирует трубу. Этот метод отлично подходит для создания конических деталей, и предпочтителен для авиационных компонентов.
» Гидроформирование свободного расширения
Титановый лист запечатывается в штамп. Давление жидкости составляет 7000 PSI. Это позволяет создавать простые детали с разной толщиной стенок.
Преимущества гидроформирования титана!
à Снижение веса
Гидроформирование титана создает более легкие детали. В авиационной промышленности каждый килограмм имеет значение. Снижение веса при использовании титана вместо стали экономит топливо. Метод основан на формировании листового металла под высоким давлением. Он включает использование воды или гидравлических жидкостей.
Часто используется высокотемпературный титан (HTT) или Ti-6Al-4V. В двигателях реактивных самолетов вес имеет значение. Более топливоэффективные двигатели достигаются благодаря более легким деталям. Это приводит к сокращению эксплуатационных затрат.
à Повышенная прочность
Гидроформирование титана обеспечивает прочные детали. Титан обладает высоким отношением прочности к весу. Сформированные детали выдерживают сложные условия. Например, самолеты выдерживают различные погодные условия. Использование гидроформованных деталей из титана гарантирует их долговечность.
Кроме того, титан устойчив к коррозии. В результате детали служат дольше. Гидроформирование титана обеспечивает эту прочность.
à Сложные формы
Создание сложных форм становится проще благодаря гидроформированию титана. Это позволяет больше свободы в проектировании. Конструкторы могут включать сложные геометрические формы в свои детали. Например, детали двигателя требуют точных форм. Гидроформирование обеспечивает эту точность.
Использование, например, Ti-6Al-4V приводит к получению точных деталей. Гидроформирование объединяет детали. Несколько компонентов интегрируются в один. Это сокращает время сборки.
à Улучшенная поверхностная отделка
Гидроформирование титана обеспечивает лучшую поверхностную отделку. С помощью этого метода детали получаются более гладкими. Процесс гидроформирования устраняет острые края. В результате уменьшаются поверхностные дефекты. Следовательно, требуется меньше дополнительной обработки.
Нет необходимости в избыточном шлифовании или полировке. Помните, поверхностная отделка влияет на производительность. Она уменьшает трение, улучшая эффективность. В двигателе гладкая поверхность обеспечивает лучшую производительность.
à Эффективность издержек
Эффективность издержек – это преимущество гидроформирования титана. Несмотря на высокую стоимость титана, гидроформирование снижает расходы. Каким образом? Оно устраняет потребность в сложной оснастке. В результате снижаются затраты на производство. Кроме того, оно объединяет детали. Это сокращает время сборки.
Таким образом, уменьшаются трудозатраты. Кроме того, производится меньше отходов. В результате сокращаются затраты на материалы.
à Меньше оснастки
Титановая гидроформовка использует высокое давление жидкости для формирования металла. Раньше для этого требовалось много инструментов. Теперь достаточно лишь нескольких. К тому же, основные роли играют Набор Подшипников (DS) и Гидравлический Пресс (HP). DS обнимает металл. HP наносит сильное давление. Таким образом, DS и HP являются неразлучными друзьями.
à Лучшее Использование Материала
Титан дорог. Нежелательно терять его. Гидроформовка обеспечивает это. Подумайте о поваре. Повар нарезает морковь аккуратно. Никаких потерь. Гидроформовка делает то же самое с титаном.
Гидравлический Домкрат (HR) использует энергию. Усилитель Давления (PI) направляет формирование. Вместе HR и PI придают титану идеальную форму. Нет избытка, нет отходов. Ваш титан простирается дальше.
à Высокая Точность Допусков
Точность имеет значение при изготовлении деталей. С титановой гидроформовкой вы попадаете в яблочко. Здесь герой – Гидравлический Амортизатор (HC). У HC есть небольшие отверстия – Bleed Holes (BH).
BH контролирует изгиб металла. ЧПУ говорит HC, насколько сильно гнуть. Каждый изгиб, изгиб и угол точны. Это нужно в авиации и автоспорте. Они требуют точности.
à Повышенная Прочность
Детали из титана должны быть долговечными. Гидроформовка – как спортзал для металла. Это делает титан прочным. Натяжной брусок (DB) и удерживающее устройство (BH) – это тренеры. DB протягивает металл.
BH гарантирует, что он не порвется. Тем временем Смазка предотвращает перегрев. Результат – прочная, гибкая деталь из титана. Автомобили, мотоциклы и самолеты остаются в безопасности.
Применение Титановых Гидроформованных Компонентов!

Рисунок 4
§ Аэрокосмическая и Авиационная Промышленность
В аэрокосмической отрасли титановая гидроформовка сияет. Самолеты нуждаются в легких деталях. Титан легкий и прочный. Гидроформовка легко формирует титан. NASA также использует титановую гидроформовку. Ракеты летают быстрее благодаря титану. У Airbus A380 есть шасси из титановой гидроформовки.
Также выигрывают моторные кронштейны Boeing 787. Пилоты доверяют титану. Самолеты служат дольше благодаря титану. Безопасность возрастает. Поэтому космические миссии полагаются на титан. Космические челноки летают с титановыми баками.
§ Автомобильная Промышленность
Автомобили любят титан. Гидроформовка создает идеальные детали для автомобилей. Рамы из титана прочные. Спортивный автомобиль Ford GT имеет выхлопную систему из титана. В автомобилях класса люкс используется титановая гидроформовка. Bugatti, Lamborghini и Porsche знают об этом. Гидроформовка способствует экономии топлива.
Автомобили становятся легче. Таким образом, титан снижает выбросы. Двигатели работают плавнее. Гидроформовка создает отличные передачи. Срок службы трансмиссий увеличивается. Автозапчасти выдерживают большие нагрузки. Гидроформованная титановая панель приковывает взгляды.
§ Медицинские Устройства
В медицине титан – настоящий герой. Имплантаты нуждаются в прочных материалах. Титановая гидроформовка прекрасно справляется с этой задачей. Хирурги выбирают титановые инструменты. Пациенты получают титановые эндопротезы тазобедренного сустава. Люди ходят лучше. Сердца бьются с титановыми клапанами.
В компонентах МРТ присутствуют титановые гидроформованные компоненты. Титан улучшает хирургическую точность. Кроме того, титан устойчив к коррозии. Медицинские инструменты остаются острыми. Уровень инфекций снижается.
§ Спортивное Оборудование
Спортсмены выбирают титан. Велосипеды с рамами из титана побеждают в гонках. Гольф-клюбы обладают головками из титана, созданными с использованием гидроформовки. Теннисные ракетки приобретают мощность с титановыми головками. Лыжники доверяют креплениям из титана. Гидроформованный титан делает сноуборды прочными.
Горные альпинисты полагаются на снаряжение из титана. Титан выдерживает холодную погоду. Бейсболисты бьют хоум-раны титановыми битами.
Титановая Гидроформовка против Традиционных Методов Формовки!
o Титановая Гидроформовка против Металлического Листогиба
Титановая гидроформовка формует металл под высоким давлением. Металлический листогиб использует токарный станок. Металлический листогиб создает детали до 10 футов. В свою очередь, гидроформовка создает сложные детали, например, 5-дюймовые колена. Гидроформовка обеспечивает высокую точность. Износ инструментов также ниже при гидроформовке. Металлический листогиб лучше подходит для простых форм. Гидроформовка превосходит в создании сложных конструкций.
o Титановая Гидроформовка против Штамповки
Штамповка выполняет формирование металла под действием ударных сил. Гидроформовка использует жидкостное давление. Штамповка выполняет 600 деталей в минуту. Тем не менее, гидроформовка создает подробные детали, такие как кронштейны.
Гидроформовка также усиливает прочность. Например, гидроформовка повышает предел текучести на 20 кси. Штамповка, напротив, предназначена для высокоскоростного производства.
o Титановая Гидроформовка против Листовой Металлообработки
Листовая металлообработка выполняет резку и гибку металла. Титановая гидроформовка прессует его в форму. Листовая металлообработка работает с толщинами до 6 мм.
Тем временем гидроформовка обрабатывает пластины толщиной до 2 дюймов. Листовая металлообработка подходит для изготовления плоских деталей, таких как панели. Напротив, гидроформовка превосходит в создании изогнутых деталей, таких как волновые трубы. Листовая металлообработка придерживается универсальности.
o Титановая Гидроформовка против Глубокой Тяги
Глубокая тяга вытягивает металл в штампы. Гидроформовка использует гидравлическую жидкость. Глубокая тяга создает детали глубиной до 30 дюймов. В отличие от нее, гидроформовка создает детали высокой точности, например, конусы диаметром 6 дюймов. Глубокая тяга идеально подходит для создания глубоких емкостей. Гидроформовка превосходит в создании точных форм. Глубокая тяга предназначена для создания глубины.
o Титановая Гидроформовка против Холодной Прокатки
Холодная прокатка сжимает металл через валки. Гидроформовка формует его с помощью жидкостного давления. Холодная прокатка изменяет толщину на 0,1 мм. Гидроформовка создает сложные детали, такие как теплообменники.
Холодная прокатка повышает качество поверхности. В то время как гидроформовка улучшает структурную целостность. Холодная прокатка предназначена для тонких листов. Гидроформовка создает прочные, детальные компоненты.
o Титановая Гидроформовка против Ковки
В титановой гидроформовке с помощью сильной жидкости формируется металл. Ковка использует молотки. Ковке требуется температура 2 200°F. Для титановой гидроформовки требуется 1 700°F. Это намного ниже. Создание больших деталей сложно при ковке.
Гидроформовка любит большие детали. Стоимость инструментов высока при ковке. Стоимость инструментов невелика при гидроформовке. Ковка молотит, в то время как гидроформовка обнимает. Меньше отходов приходят из гидроформовки.
o Титановая Гидроформовка против Литья
Здесь гидроформовка стоит против литья. При литье расплавленный титан заливается в формы. В гидроформовке не происходит плавления. Литье образует слабые места. Гидроформовка избегает таких проблем. Время быстро течет при гидроформовке. При литье время тянется. Гидроформовка подходит для сложных деталей.
Литье не любит их. При литье важна температура плавления титана 3 034°F. Гидроформовка этого избегает. Гидроформовка экологична и имеет меньше отходов. Отходы накапливаются при литье.
o Титановая Гидроформовка против Экструзии
Далее гидроформовка сталкивается с экструзией. Экструзия прессует титан через кольцо. Гидроформовка формует его с помощью жидкости. Экструзия создает длинные детали. Гидроформовка создает любую форму.
Экструзия требует давление 1 292 psi. Гидроформовка работает при 15 000 psi. Высокое давление обеспечивает точные формы. Гидроформовке нравятся тонкие стенки. Экструзия не может создать такие формы. Детали экструзии могут изгибаться.
o Титановая Гидроформовка против Сварки и Монтажа
Теперь гидроформовка против сварки и монтажа. Сварка соединяет части вместе. Гидроформовка формирует одну большую деталь. Для сварки температура 3 000°F. Гидроформовка остается при 1 700°F. Монтаж склеивает части вместе. Гидроформовке не требуется клей.
Термически затронутая зона при сварке ослабляет детали. Гидроформовка гордится отсутствием этой проблемы. Меньше отходов при
o Гидроформование титана против ЧПУ-обработки
Гидроформование противостоит ЧПУ-обработке. ЧПУ-станки вырезают формы из блоков. Гидроформование формует металл с помощью жидкости. ЧПУ-станки выбрасывают 80% материала. Гидроформование сохраняет 90%. ЧПУ работает медленно на сложных деталях.
ЧПУ требует дорогие инструменты. Инструменты для гидроформования экономят деньги. Гидроформование работает под давлением 15 000 фунтов на квадратный дюйм. ЧПУ-станки функционируют при давлении 1 000 фунтов на квадратный дюйм. Гидроформование обеспечивает высокую прочность. ЧПУ-обработка уступает.
Вывод
В ходе этого исследования гидроформование титана было разоблачено. С пониманием свойств материала и принципов гидроформования достигнуто понимание процесса и типов.
Для получения лучших услуг по гидроформованию доверьте свои проекты компании KDMFAB. Здесь находится высшая точка точности, качества и опыта.
