

Вступите в мир процесса экструзии алюминия. Овладейте процессом, узнайте о типах и изучите различные применения. Поймите материалы и инструменты, преодолейте общие проблемы. Этот блог проведет вас через каждый аспект, помогая стать настоящим профессионалом в области экструзии алюминия.
Что такое экструзия алюминия?

В сердце многих отраслей лежит экструзия алюминия. В двух словах, можно представить это как процесс, похожий на выдавливание зубной пасты из тюбика. Действительно, ‘зубная паста’ здесь представляет собой нагретый брусок алюминия, принудительно проталкиваемый через стальную матрицу. Обладая прочностью, сравнимой с прочностью стали, и при этом на треть легче, алюминий используется повсюду.
Рамы для картин, детали для автомобилей, компоненты для самолетов, и даже ваши оконные рамы – все это использует этот процесс. Невероятно, размеры варьируются от крошечных до огромных, более 180 футов. Вариативность бесконечна. Поверьте в этот процесс, формирующий алюминий в профили безграничного потенциала.
– Понимание свойств алюминия!
- Легкий
- Прочный
- Долговечный
- Пластичный
- Проводящий
- Немагнитный
- Устойчивый к коррозии
- Подлежащий переработке
- Негорючий
- Отражательный
- Нетоксичный
- Без запаха
- Не проницаемый
- Легированный
Как работает процесс экструзии алюминия: пошаговое объяснение!
Пре-экструзионные процессы!
– Нагрев бруска
В экструзии алюминия на первом этапе происходит нагрев брусков. Известные как экструзионные алюминиевые бруски zarbana, они нагреваются до 900°F.
Тепло делает металл мягким. Этот этап обеспечивает оптимальную пластичность для предстоящей экструзии. Держите бруски чистыми, чтобы избежать поверхностных дефектов.
– Подготовка матрицы
Перед началом экструзии подготовка матрицы является критической. Матрица, формирующая серию алюминиевой экструзии 15, должна быть нагрета и смазана. Смазки предотвращают прилипание и контролируют температуру. Правильная подготовка приводит к плавному процессу экструзии.
– Прессование экструзии
Затем нагретый и смягченный брусок попадает в пресс для экструзии алюминия. Пресс применяет высокое давление, принуждая алюминий проходить через матрицу. В зависимости от используемой силы, производятся различные формы и размеры, такие как размеры алюминиевой экструзии 2020.
– Процесс охлаждения
Затем происходит процесс охлаждения. Профиль алюминиевой экструзии 3030 остывает на выгрузочном столе. Быстрое охлаждение сохраняет форму и упрочняет профиль.
– Этап растяжения
После охлаждения профили проходят растяжение. Здесь профиль алюминиевой экструзии 4080 растягивается на растяжительном столе. Растяжение исправляет любое искривление и сохраняет прямые профили. Необходимо тщательно контролировать приложенное усилие.
– Операция резки
После растяжения профили алюминиевой экструзии 8020 режутся. Автоматическая пила делает точные разрезы до желаемой длины. Процесс резки приводит к готовым к использованию деталям.
– Термическая обработка
Затем экструдированные профили подвергаются термической обработке. Этот этап, также известный как старение, упрочняет профили. Контролируя температуру и время, производители алюминиевой экструзии могут достичь различных уровней прочности и твердости.
– Обработка поверхности
Алюминиевая экструзия для дома предоставляет обработку поверхности. Этот этап включает анодирование или порошковое покрытие для улучшения внешнего вида и долговечности. Помните, что качественная обработка поверхности увеличивает стоимость конечного продукта.
Пост-экструзионные процессы!
– Охлаждение
После экструзии важно произвести охлаждение. Быстрое охлаждение со скоростью 100-300°C в секунду преобразует продукт. Используя воздух или воду, вы быстро застываете форму. На этом этапе аксессуары для алюминиевой экструзии, такие как охладители, играют большую роль.
– Ровняние
После охлаждения следует процесс ровняния. Машина для алюминиевой экструзии Bosch – хороший пример, использующая валики для этой работы. В зависимости от размера экструзии, от 5 до 8 валиков работают сообща, чтобы обеспечить прямые профили.
– Старение
Способы старения алюминиевого экструзионного профиля
Старение – это процесс, требующий силы. Естественное старение занимает несколько дней при комнатной температуре. Компания Can art aluminum extrusion inc применяет искусственное старение, нагревая алюминий до 350°F в течение восьми часов, чтобы ускорить процесс.
– Охлаждение
Быстрое охлаждение или закалка критичны. Охлаждение закрепляет форму алюминиевого экструзионного профиля и улучшает его свойства. Этот важный этап предотвращает искривление и сохраняет жесткость.
– Анодирование
Анодирование алюминия – это электрохимический процесс. Он увеличивает естественный оксидный слой алюминия для лучшей защиты. Это важно для алюминиевого экструзионного профиля 20×20, где ключевой является повышенная долговечность.
– Термальный разрыв
В энергоэффективном строительстве тепловой разрыв является неотъемлемым. Теплоизоляционные полосы внутри блока алюминиевого экструзионного профиля 4020 блокируют теплопередачу, способствуя экономии энергии.
Типы алюминиевого экструзионного профиля
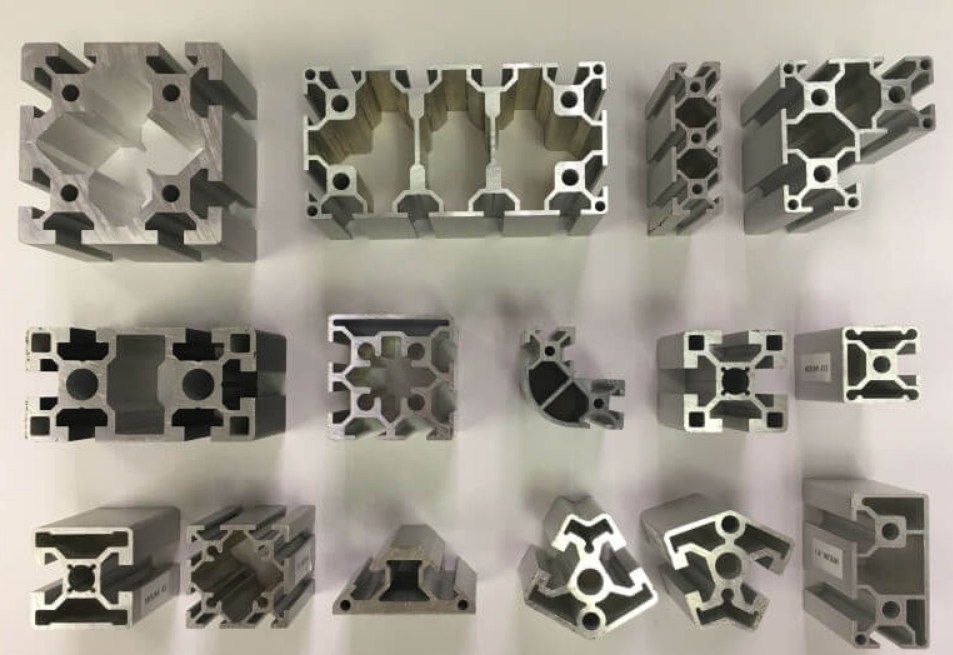
o Прямое экструзионное производство
Прямое экструзионное производство является наиболее распространенным методом. Заготовка, нагретая до 800 градусов, прессуется через матрицу. Матрица формирует форму алюминиевого экструзионного профиля.
Использование в различных приложениях, например, в креплениях для алюминиевых экструзионных профилей, является обычным. Эксперты считают серии сплавов 7000, такие как 10-серийный алюминиевый экструзион, идеальными для этого процесса.
o Косвенное экструзионное производство
Метод косвенного экструзионного производства немного отличается. В этом случае матрица движется к неподвижной заготовке. Этот метод уменьшает трение, что приводит к лучшим поверхностным отделкам.
Косвенное экструзионное производство отлично подходит для изготовления точных деталей, таких как рельсы алюминиевого экструзионного профиля. Обычно стандартные профили алюминиевого экструзионного профиля производятся с использованием этого процесса.
o Экструзия труб
Экструзия труб уникальна. В матрицу устанавливается шток или мост для формирования полостей. Эта техника имеет важное значение при производстве изогнутых алюминиевых экструзионных профилей для продажи.
Часто вы найдете продукцию экструзии труб в виде изогнутых алюминиевых экструзионных профилей или алюминиевых профилей каналов.
o Полутвердая экструзия
Полутвердая экструзия представляет собой соединение твердой и трубчатой экструзии. В матрице имеется небольшой зазор для потока материала, создавая полутвердую форму. Этот процесс часто используется для изготовления алюминиевых рамочных экструзионных профилей. Кроме того, он распространен в производстве американских алюминиевых экструзионных профилей.
o Коэкструзия
Коэкструзия включает прессование двух или более сплавов через одну и ту же матрицу. Этот процесс приводит к созданию многослойных продуктов. Например, аэрокосмические алюминиевые экструзионные профили используют эту технику для повышенной производительности. Также метод коэкструзии используется для улучшения функциональности алюминиевых экструзионных профилей 3D-принтера.
o Многоотверстийная экструзия
Многоотверстийная экструзия, или МПЭ, является типом метода формирования алюминиевого экструзионного профиля 2020. Нагретый алюминий прессуется через матрицу с множеством отверстий. Это создает несколько идентичных тонких трубок.
Сплав 6061
Сплав 6063
Сплав 2024
Сплав 7075
Сплав 5052
Сплав 3003
Сплав 1100
Вторичный алюминий
В алюминиевом экструзионном производстве вторичный алюминий выполняет двойную функцию. Помимо экономии затрат, отходы снижают промышленный отход. Для алюминиевых экструзионных конструкций переработанный отход предлагает устойчивый выбор. Отходы представляют собой экологически чистый вариант в алюминиевом экструзионном производстве.
Мастер сплавы
Мастер сплавы помогают очищать алюминий перед экструзией. Эти смеси обеспечивают контроль над свойствами конечного продукта. Например, тепловые характеристики, предоставляемые этими сплавами, являются важными для теплового радиатора алюминиевой экструзии. В результате улучшается качество экструзии.
Экструзионные матрицы и оснастка!
Плоские матрицы
В алюминиевом экструзионном производстве плоские матрицы играют критическую роль. Формирование на заказ алюминиевых экструзий, эти матрицы обслуживают широкий спектр дизайнов. Сталь с твердостью 56-62 по шкале Роквелла C используется для изготовления плоской матрицы. Они обладают прочностью и долговечностью. Кроме того, ожидаемый срок службы матрицы составляет около 60 000 метров экструдированного профиля.
Пустотелые матрицы
Пустотелые матрицы, необходимые для создания профилей алюминиевой экструзии, предлагают более сложные дизайны. Формирование алюминиевых каналов, труб и других больших алюминиевых экструзий происходит благодаря этим матрицам.
Помните, что дизайн матрицы влияет на поток алюминия, с типичной скоростью экструзии от 30 до 75 футов в минуту.
Полупустотелые матрицы
Создание продукта между сплошным и полностью полым? Полупустотелые матрицы применяются. Позволяя создавать небольшие алюминиевые экструзии, дизайн матрицы часто хорошо подходит для стандартных профилей алюминиевой экструзии. Давление экструзии может варьироваться от 500 до 10 000 тонн в зависимости от профиля и сплава.
Формовочные матрицы
От стандартных алюминиевых экструзий до индивидуальных, формовочные матрицы формируют их все. Идеально подходят для алюминиевой экструзии типа “t-образная”, их роль охватывает различные отрасли. Цикл обслуживания матрицы имеет большое значение. После 15 000 метров часто требуется легкое полирование для поддержания качества.
Портхол-матрицы
При работе с алюминиевой экструзией с пазами или треугольной алюминиевой экструзией, портхол-матрицы становятся важными. Критически важны для производства алюминиевой экструзии 1530 или алюминиевой экструзии 1×2, они управляют несколькими сложными профилями. Они могут выдерживать высокие температуры экструзии от 350°C до 500°C.
Матричные кольца
Матричные кольца являются важными для алюминиевых экструзионных матриц. Изготовленные из стали, они выдерживают высокие давления и температуры. Их можно найти в различных размерах, предназначенных для различных профилей экструзии.
Алюминиевые экструзионные сплавы часто проходят через эти кольца. Их ключевая особенность – долговечность, что делает их важными для длительного производственного цикла.
Вставки матрицы
Для алюминиевых экструзий 2020 года вставки матрицы имеют значение. Стальная конструкция обеспечивает прочность. Их дизайн соответствует форме профиля. Для получения определенного поперечного сечения продукта вставки матрицы являются необходимостью. Благодаря точной обработке они обеспечивают вам качественные экструзии каждый раз.
Подпоры
Исследуя сердце конкурсного стипендиального дизайна алюминиевой экструзии, вы найдете подпоры. Подпоры поддерживают сборки матриц и равномерно распределяют давление. Изготовлены из стали H13, они предназначены для длительного использования. В каталоге алюминиевой экструзии подпоры занимают значительное место.
Подкладки
Часто используемые в алюминиевой экструзии 8020, они выдерживают давление экструзии. Эти детали обеспечивают надежное крепление сборки матрицы в прессе. Подкладки способствуют точной, аккуратной экструзии. Не недооценивайте их роль в принтере 3D для алюминиевой экструзии.
Мандрили
В алюминиевой экструзии 40×40 мандрилы работают чудеса. Они формируют внутренние полости в экструзиях. Мандрилы из стали, созданные для выдерживания экстремального давления. Некоторые massiv, другие полые.
Все они вносят свой вклад в окончательную форму профиля. В американских компаниях по алюминиевой экструзии мандрилы – это незаслуженные герои.
Контроль качества в алюминиевой экструзии!
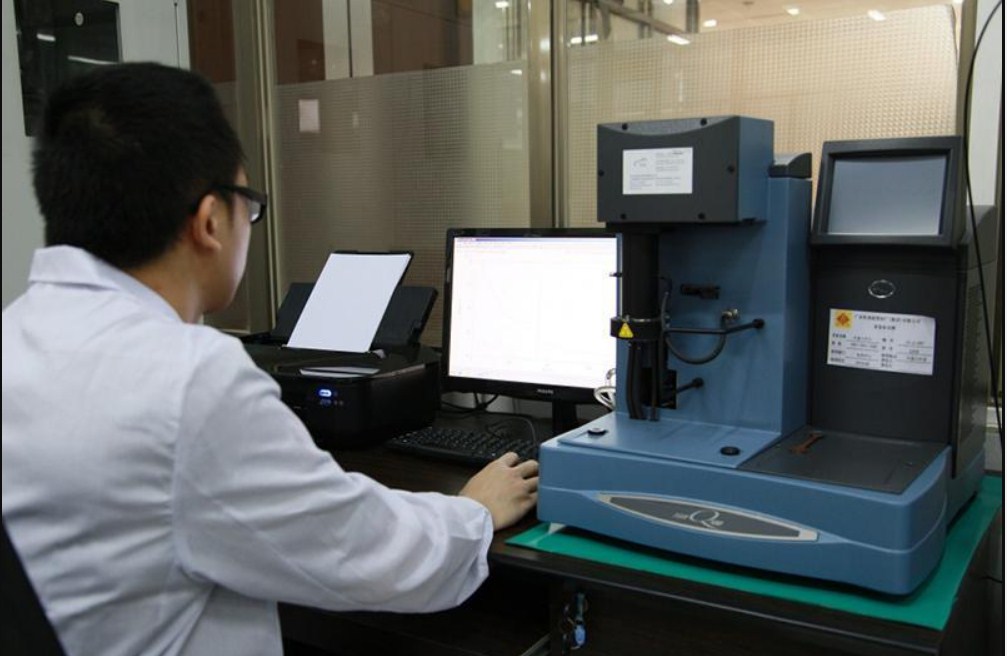
Рисунок 4
Измерение размеров
В алюминиевом экструзионном заводе проверка размеров имеет важное значение. Здесь рабочие используют инструменты, такие как штангенциркуль, микрометры и измерительные приборы. Точные измерения критичны для обеспечения соответствия продукции. Отклонения могут вызвать серьезные проблемы.
Помните, что слишком широкие, слишком короткие или слишком тонкие размеры могут привести к проблемам с сборкой. Наборы рамок алюминиевой экструзии должны соответствовать спецификациям. Постоянная проверка в процессе производства гарантирует точность.
После охлаждения формируется прочная форма. Широко используется в кондиционерах, МПЭ являются эффективными и эффективными. Компания Kobelco Aluminum Products & Extrusions Inc. применяет МПЭ для производства продукции высокого качества.
o Микроэкструзия
Микроэкструзия занимается очень маленькими, детализированными формами. Например, рельсы алюминиевого экструзионного профиля требуют точной детализации. Во время микроэкструзии из нагретого алюминия формируются крошечные, конкретные формы. Используемые инструменты имеют микроскопический размер. Процесс деликатен, но важен. Он жизненно важен для медицинских инструментов, электроники и крошечных деталей машин.
o Ударная экструзия
Ударная экструзия играет значительную роль в формировании алюминиевой продукции. Здесь важна стоимость лома алюминиевой экструзии. При ударной экструзии алюминий под высоким давлением прессуется в форму. Это давление создает детальные, прочные изделия. Объекты, такие как аэрозольные баллоны и детали для автомобилей, являются результатом этого процесса.
o Конформная экструзия
С конформной экструзией, алюминиевые экструзионные профили t-слот могут легко формироваться. Этот метод изменяет поперечное сечение алюминия, сохраняя при этом его объем.
Нагрев не требуется. Поэтому это экономия энергии. В результате компания по производству алюминиевых экструзионных профилей, Hydro Aluminum Extrusions, использует этот метод для некоторой продукции.
o Фрикционная экструзия
Круглые алюминиевые экструзионные профили включают в себя фрикционную экструзию. Нагретый алюминий вращается против матрицы. Под действием трения и давления формируются цилиндрические формы. Алюминиевая трубная экструзия обычна для этого метода. Процесс дает безшовные, прочные трубы.
Используемые материалы в алюминиевой экструзии
Поверхностный контроль
Поверхность деталей из алюминиевого экструзионного профиля тщательно осматривается. Ошибки, такие как вмятины или пузыри, могут повлиять на работоспособность конечного изделия. Каждая деталь осматривается при интенсивном освещении. Особое внимание уделяется однородности цвета и текстуре отделки. Линия алюминиевого экструзионного производства должна производить безупречные компоненты.
Механические испытания
Понимание калькулятора прочности алюминиевого экструзионного профиля является важным. Механические испытания измеряют твердость, предел прочности и коэффициент удлинения алюминия. Для обеспечения безопасности используется пресс для экструзии алюминия соответствующего размера. Алюминий должен сохранять форму под действием давления.
Испытания, проводимые в условиях имитационной среды, воспроизводят реальные условия эксплуатации. Команды по обеспечению качества используют эти результаты для проверки надежности продукции.
Химический анализ
В процессе экструзии алюминия имеет значение химический состав. Аналитики проводят глубокий химический анализ. В лабораториях используется спектроскопия для выявления примесей в алюминии.
Неправильное сочетание сплавов может привести к возгоранию на алюминиевом экструзионном производстве. Поэтому важно достичь правильного состава сплава. Точное контролирование химического состава сплава обеспечивает надежные продукты из алюминиевого экструзионного профиля высокого качества.
Испытание твердости
Обеспечение продукции высшего качества включает в себя проверку твердости. В пределах допусков алюминиевого экструзионного профиля, основное внимание уделяется испытанию твердости по методу Бринелля. Машина впечатывает стальной шар в экструзию.
Измерение впадины позволяет определить твердость. Более низкий показатель твердости по методу Бринелля указывает на более мягкий металл. Каждый уровень твердости имеет конкретные применения в отрасли. Правильное измерение твердости обеспечивает надежное использование и долговечность.
Испытание проводимости
Испытание проводимости играет ключевую роль. Это испытание проверяет способность набора для работы с алюминиевым экструзионным профилем проводить электрический ток. Более высокий показатель проводимости означает лучшую проходимость тока. Точные результаты проводимости обеспечивают безопасность и эффективность в электрических устройствах.
Например, высокая проводимость делает алюминий идеальным для электропроводки.
Ультразвуковое испытание
Затем следует ультразвуковое испытание, неразрушающий метод тестирования. При помощи этого метода происходит проверка алюминиевых экструзий для экранных ограждений. Техники используют звуковые волны выше предела слышимости человека. Они следят за отражениями, указывающими на дефекты.
Гладкий эхо означает, что звуковые волны проходят через материал без помех. Успешные ультразвуковые испытания отражают алюминий премиум-качества.
Радиографический контроль
Радиографический контроль позволяет выявить внутренние неоднородности. При контроле алюминиевого теплопроводящего экструзионного профиля применяются рентгеновские или гамма-лучи.
Эти лучи выявляют дефекты, скрытые от невооруженного глаза, например, пузыри или включения внутри металла. Радиографический контроль способствует оптимальной производительности теплопроводящих экструзий.
Устранение распространенных проблем при экструзии алюминия!
– Линии матрицы
Линии матрицы являются типичной проблемой. Сырье проходит через металлическую пластину или матрицу, принимая форму профиля. Линии матрицы возникают, когда матрицы изнашиваются. Ваш собственный алюминиевый экструзионный верстак может помочь в проверке линий матрицы. Регулярное техническое обслуживание матриц имеет важное значение для предотвращения появления линий.
– Дефекты трубопроводов
Дефекты трубопроводов часто возникают в процессе экструзии алюминия. При трубопроводе металл неравномерно распределяется в области подшипника, вызывая дефекты. Обычное средство, алюминиевый экструзионный профиль Faztek, может исправить эту проблему. Совет профессионала – обеспечьте равномерное давление во время экструзии.
– Поверхностные трещины
Поверхностные трещины образуются на стадии охлаждения экструзии. Изменения температуры вызывают эти трещины. Применение инструментов для алюминиевой экструзии Home Depot контролирует скорость охлаждения для предотвращения поверхностных трещин. Важно отслеживать изменения температуры.
– Неполное заполнение
Иногда алюминий не заполняет всю матрицу. Это приводит к неполному заполнению. При рассмотрении вопроса, как делается алюминиевая экструзия, часто возникает проблема неполного заполнения. Высокая вязкость алюминия, слишком низкая температура или неподходящий заготовка могут вызвать эту проблему. Используйте точное управление для безупречных результатов.
– Внутренние разрывы
Высокоскоростная экструзия может привести к внутренним разрывам. Эти разрывы компрометируют прочность алюминиевой экструзии. Например, насколько прочна алюминиевая экструзия 2020 года, часто задают вопрос. Это зависит от того, насколько хорошо сохраняется внутренняя структура. Замедление процесса предотвратит эти разрывы. Правильная скорость экструзии критична.
– Поверхностные царапины
В процессе экструзии алюминия поверхностные царапины – распространенная проблема. Особенно часто они встречаются с алюминиевыми экструзиями диаметром 1 1/8 дюйма и двойным угловым алюминием 1/2 дюйма. Эти царапины могут быть следствием неправильного обращения или контакта с твердыми поверхностями.
Алюминиевые детали должны быть защищены высококачественными защитными материалами во время обращения и транспортировки. Избегание контакта с острыми предметами имеет ключевое значение. Внешний вид готовой продукции улучшается с помощью таких профилактических мер.
– Окисление
Алюминиевые экструзии, в частности размеры алюминиевой экструзии серии 10 и алюминиевая экструзия 1030, могут подвергаться окислению. Это химическая реакция с кислородом, вызывающая матовую отделку на алюминии. Антиоксидационное покрытие может защитить поверхности экструзии. Правильное хранение в условиях низкой влажности также помогает предотвратить окисление.
– Швы сварки
Швы сварки – видимые швы, возникающие при экструзии алюминия, особенно в алюминиевой экструзии 1,5 и размерах алюминиевой экструзии серии 15. Эти швы образуются, когда раздельные потоки алюминия сливаются в матрице. Для минимизации швов сварки важны правильное проектирование матрицы и контроль скорости экструзии. В конечном итоге поддержание постоянного контроля качества является приоритетным в производстве алюминиевых экструзий.
Применение алюминиевой экструзии!
Автомобильные запчасти
В автомобильном производстве 15180 алюминиевый экструзионный профиль делает легкие, прочные детали двигателя. Кроме того, конструкции, предназначенные для смягчения ударов, получают выгоду от 1×3 алюминиевого экструзионного профиля.
Это связано с его высокой прочностью. Кроме того, 1545 алюминиевый экструзионный профиль способствует созданию элегантных интерьеров автомобилей. Детали подвески используют 15×15 алюминиевый экструзионный профиль для повышения жесткости.
Каркасы самолетов
В авиационной отрасли 2020 алюминиевый профиль с т-образным пазом критичен для прочных каркасов. 2 x 2 алюминиевый экструзионный профиль помогает создавать легкие, прочные фюзеляжи. Кроме того, алюминиевый экструзионный профиль с v-образным пазом 2020 помогает в создании кабин самолетов. Алюминиевый профиль серии 2020 обеспечивает прочные крылья самолетов.
Солнечные панели
Энергетический сектор использует 2020 профиль из алюминиевого экструзионного профиля для рам солнечных панелей. Кроме того, 15-мм алюминиевый экструзионный профиль критичен для домов панелей. Также 2 x 2 алюминиевый экструзионный профиль гарантирует структурную устойчивость. 2020 алюминиевый профиль с v-образным пазом помогает обеспечить вентиляцию панелей.
Тепловые радиаторы
Алюминиевый экструзионный профиль в тепловых радиаторах критичен. При использовании 2024 t3511 алюминиевого экструзионного профиля, радиаторы становятся эффективными. Тепловые радиаторы критичны для компьютеров.
Высокая теплопроводность алюминия делает его идеальным. Например, тепловой радиатор ЦПУ может иметь размеры 3.93×2.76×0.59 дюйма. Экструдированный алюминий обеспечивает быстрое рассеивание тепла, обеспечивая сохранение низкой температуры машин.
Железнодорожные пути
Для железнодорожных путей экструзионный алюминий сияет. Стандартным примером является 20×40 алюминиевый экструзионный профиль для железнодорожных путей. Низкая масса алюминия помогает поддерживать плавное движение поездов. Кроме того, типичная рельса может быть длиной 60 футов, обеспечивая прочность и несущую способность.
Каркасы для мебели
При создании мебели профессионалы предпочитают использовать алюминиевый экструзион. Конкретно, 20×20 алюминиевый экструзионный профиль помогает дизайнерам. Обеденный стол, возможно, может иметь размеры 72x36x30 дюймов. Экструдированный алюминий обеспечивает стильные, легкие и прочные каркасы.
Архитектурные профили
При создании профилей для зданий алюминиевый экструзион проявляет свою универсальность. Например, 2×4 алюминиевый экструзионный профиль помогает архитекторам создавать прочные конструкции. Стандартная рама окна может иметь размеры 36×48 дюймов, а алюминиевый экструзион гарантирует прочность и стиль.
Компоненты для машин
В машиностроении алюминиевый экструзион имеет ключевое значение. 3 4 Алюминиевый экструзион обеспечивает эффективность работы машины. Например, корпус машины может иметь размеры 60x60x40 дюймов. Алюминиевый экструзион предлагает прочные, легкие и устойчивые компоненты, улучшая срок службы и производительность машины.
Проектирование для алюминиевого экструзионного профиля!
» Выбор материала
Секрет прочных конструкций заключается в выборе материала. Алюминиевый экструзион является предпочтительным вариантом. Начните с 40-мм алюминиевого экструзионного профиля с т-образным пазом.
Созданный в совершенстве, прочный экструзион гарантирует прочность и долговечность. Действительно, каждый дюйм 40мм x 40мм алюминиевого экструзионного профиля кричит о высоком качестве.
Представьте, насколько надежен 40×160 алюминиевый экструзионный профиль. Поверьте в его потенциал и увидьте впечатляющее преобразование в процессе сборки.
» Рассмотрение геометрии
Все части 3030 алюминиевого экструзионного профиля и 30-мм алюминиевого экструзионного профиля должны идеально сочетаться. Но недостаточно просто иметь 30 x 30 алюминиевый экструзионный профиль; знание размеров 3030 алюминиевого экструзионного профиля также критично. Действительно, измерения играют важную роль. Незначительное неправильное вычисление может привести к серьезным структурным проблемам, вызывая проблемы на следующих этапах.
» Толщина стенок
Вот в чем дело с 3 8” двойным угловым алюминиевым экструзионным профилем. Твердая стена гарантирует устойчивость. Теперь представьте, что это 3×3 алюминиевый экструзионный профиль. Прочность увеличивается во много раз. Более того, использование 40-80 алюминиевого экструзионного профиля с оптимизированной толщиной стенки увеличивает общую прочность сборки. Здесь суть в следующем: Толстые стены равностойкостью. Не игнорируйте их!
» Углы и радиусы
Будьте внимательны к углам. Правильные углы могут создать или разрушить дизайн. Обратите внимание на 45° алюминиевый экструзионный профиль. Его характерный угол придает резкость вашей конструкции.
Более того, в сочетании с 30-мм алюминиевым экструзионным профилем серии, результаты впечатляющие. Равно важны 40 x 20 алюминиевый экструзионный профиль и 40120 алюминиевый экструзионный профиль. Помните, каждый угол имеет значение.
» Углы наклона
Обратите внимание на углы наклона. Они играют важную роль для 4040 алюминиевого профиля с t-образным пазом. Кроме того, когда речь идет о черном алюминиевом профиле с t-образным пазом 4080, углы наклона облегчают экструзию.
Вот совет: Используйте 40-мм алюминиевый экструзионный профиль. Почему? Его углы наклона обеспечивают увеличенную устойчивость. То же самое относится к 40×20 алюминиевому экструзионному профилю и 40×80 алюминиевому экструзионному профилю. Углы наклона имеют значение, так что обратите внимание!
» Симметрия
В 45-й серии алюминиевого экструзионного профиля важна балансировка. Центральные особенности помогают уменьшить искривление. Пресс-форма с отраженными частями предотвращает искривление. Также симметричный экструзион уменьшает тепловые искажения.
Лучшее охлаждение равно большей устойчивости. Готовый продукт демонстрирует отличную плоскость. Симметрия создает оптимальное качество продукции. Ожидайте снижения отходов при использовании хорошо спроектированных сбалансированных экструзий.
» Пределы допуска
Тщательное установление размеров критично для 6061 алюминиевого экструзионного профиля. Точная допуска лучше всего обеспечивает точное соответствие. Допустимый зазор 0.2 мм может быть приемлемым. Слишком большое отклонение может повлиять на сборку.
» Поверхностная отделка
Точные измерения предотвращают скольжение или потерю деталей. Точно установленные пределы допуска обеспечивают качество продукции. В конце концов, точные размеры способствуют оптимальной функциональности.
» Пустотелые секции
Алюминиевые экструзии 7075 часто имеют полые пространства. Такие как трубы, которые являются распространенными. 8020 пазовые алюминиевые профили также используют такой дизайн. Пустотелые конструкции уменьшают вес.
Они обеспечивают прочность без лишнего материала. Легкие экструзии снижают транспортные расходы. Более того, пустотелые конструкции могут улучшить структурную жесткость. Таким образом, пустотелые секции предлагают как функциональные, так и экономические преимущества.
» Коэффициент экструзии
Коэффициент экструзии имеет значение при алюминиевой экструзии 80160. Это отношение сечения до и после. Например, соотношение 10:1 означает высокое давление. Высокие коэффициенты требуют больше энергии.
Они также могут привести к более прочным, более плотным продуктам. Низкие коэффициенты экономят энергию. Они приводят к менее плотным, более гибким экструзиям. Поэтому при определении коэффициента экструзии учитывайте желаемые свойства.
Понимание алюминиевых профилей с T-образными пазами!
Что такое T-образная алюминиевая экструзия?
В области алюминиевой экструзии T-образная алюминиевая экструзия, также известная как 8020 T-образная алюминиевая экструзия, является неотъемлемой частью. Этот тип профиля получил свое название от T-образных пазов.
Производители создают их для возможности добавления кронштейнов, гаек и компонентов. Легко настраиваемые, эти элементы обеспечивают бесшовные соединения в дизайне.
Применяемые в машинных рамах, конвейерах, рабочих станциях и других конструктивных приложениях, T-образные экструзии способствуют эффективности. Обладая высокой прочностью, долговечностью и упругостью, T-образные экструзии являются любимыми инженерами и строителями. Профессионально разработанные для выдерживания нагрузок, эти компоненты обеспечивают замечательную производительность.
Сравнение алюминиевой экструзии с другими материалами!
| Критерий | Прочность (МПа) | Вес (г/см^3) | Теплопроводность (Вт/мК) | Устойчивость к коррозии | Стоимость ($/кг) | Обрабатываемость |
| Алюминиевая экструзия | 310 | 2.7 | 205 | Высокая | 1.85 | Простая |
| Сталь | 500 | 7.8 | 54 | Средняя | 0.80 | Умеренная |
| Пластик | 60 | 1.4 | 0.2 | Высокая | 1.50 | Простая |
| Дерево | 40 | 0.6 | 0.1 | Низкая | 0.20 | Простая |
| Медь | 210 | 8.9 | 401 | Высокая | 6.00 | Умеренная |
| Стекло | 50 | 2.5 | 1.1 | Высокая | 2.50 | Трудная |
| Бетон | 30 | 2.4 | 1.7 | Средняя | 0.05 | Трудная |
| Латунь | 360 | 8.4 | 109 | Высокая | 3.70 | Умеренная |
| Титан | 880 | 4.5 | 21.9 | Очень Высокая | 11.00 | Трудная |
| Резина | 15 | 1.2 | 0.2 | Средняя | 2.20 | Простая |
| Керамика | 345 | 3.0 | 1.5 | Очень Высокая | 3.00 | Трудная |
Таблица сравнения алюминиевой экструзии с другими материалами!
Вывод
Алюминиевая экструзия имеет огромный потенциал. После изучения ее процесса, применений и устранения неисправностей, выявляется более ясное понимание. Чтобы углубить свои знания, погружайтесь в детали на KDMFAB. Продолжайте учиться, расти и станьте лидером в этой динамичной области алюминиевой экструзии.
