

Процесс волочения алюминия включает множество процессов и техник. Это руководство научит вас лучшему процессу волочения, техникам, применениям, преимуществам и недостаткам.
Итак, если вы хотите узнать больше об этой технике, читайте это руководство.
Что такое волочение алюминиевой проволоки?
Волочение алюминиевой проволоки — это производственный процесс, цель которого — уменьшение поперечного сечения проволоки. Это достигается путем протягивания через одну или несколько тяговых матриц.
Волочение алюминиевой проволоки проводят при комнатной температуре, что делает его процессом холодной обработки. Тем не менее, возможно проведение процесса при более высоких температурах, особенно при работе с проволокой больших диаметров.
Процесс волочения алюминиевой проволоки
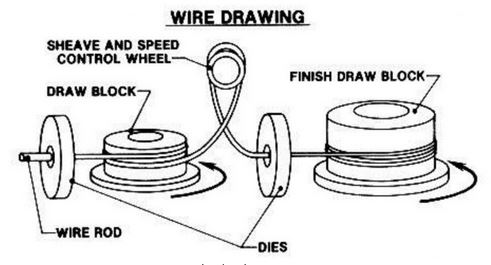
Процесс волочения алюминия позволяет создавать гибкие провода путем протягивания через несколько матриц, постепенно уменьшающихся в размерах. Двумя наиболее популярными материалами, из которых изготавливают эти матрицы, являются алмаз и вольфрамовый карбид.
Процедура волочения алюминиевой проволоки включает следующие этапы:
Очистка
Вам необходимо очистить заготовку, чтобы избежать разрушений тяговой матрицы и обрабатываемого изделия. Для удаления загрязнений на поверхности алюминия, таких как окалина, необходимы действия, такие как дробеструйная обработка или химическое травление.
Смазка
Смазка алюминиевой поверхности необходима для облегчения холодной вытяжки. Среди смазочных материалов, используемых при вытяжке, можно выделить определённые масла и фосфаты.
Заточка
При начале процесса вытяжки алюминиевой проволоки, необходимо уменьшить диаметр заготовки на одном конце. Это заточка, которая позволяет заготовке пройти через волочильную матрицу. Заточку можно выполнить путём токарной обработки, прокатки или ковки.
Процесс вытяжки
Здесь захватное устройство волочильного станка принимает заострённый конец алюминиевой заготовки через матрицу. Затем станок вытягивает оставшуюся часть бара через матрицу в процессе, который мы называем вытяжкой. Обычно, процесс увеличивает длину заготовки, уменьшая её поперечное сечение.
С помощью вытяжки алюминиевой проволоки достигается повышение возможностей обработки, улучшение механических свойств, а также точное и стабильное соблюдение размерных толерантностей.
Многопроходная вытяжка
Иногда одного процесса вытяжки недостаточно из-за сложности профиля работы. Следовательно, для получения необходимой формы и толерантностей может потребоваться несколько процессов вытяжки.
В этом случае используются последовательные матрицы с уменьшающимися отверстиями. Между процессами вытяжки отжиг способствует удалению напряжений от холодной обработки и повышению пластичности.
Отжиг
Отжиг — это процесс нагрева, используемый для снижения внутренних напряжений в алюминии, его размягчения и/или изменения механических и обрабатывающих свойств. Финальные характеристики продукта определяют, когда следует применять отжиг, то есть до, во время или после процедуры вытяжки.
Методы смазки при вытяжке алюминиевой проволоки
Достижение продолжительного срока службы матрицы и впечатляющего качества поверхности возможно путём осуществления смазки в процессе вытяжки. К некоторым техникам смазки относят:
- Сухая вытяжка: Пропускание алюминиевой заготовки через бачок смазки, содержащий смазывающие вещества, которые прилипают к поверхности.
- Металлическое покрытие: Использование мягкого металла, полученного из раствора, например, медного купороса, в качестве смазки для покрытия алюминиевой заготовки.
- Роликовая вытяжка: Замена фиксированных матриц на роликовые, что превращает сдвиговое трение в качение, значительно сокращая силы вытяжки.
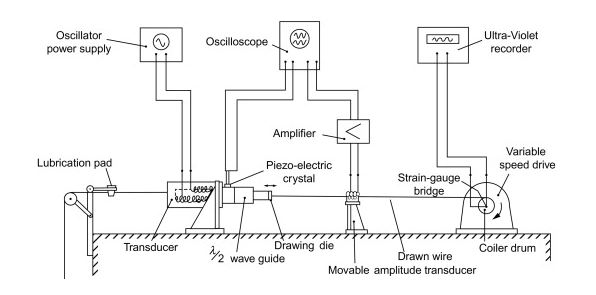
- Ультразвуковая вибрация: Вибрирование мандрелей и матриц во время каждого прохода помогает снизить приложенные усилия и обеспечивает большие уменьшения.
- Влажная вытяжка: Полное погружение заготовки в ванны, содержащие смазывающие вещества, такие как масла.
Оборудование для волочения алюминиевой проволоки
Некоторое оборудование, используемое для волочения алюминия:
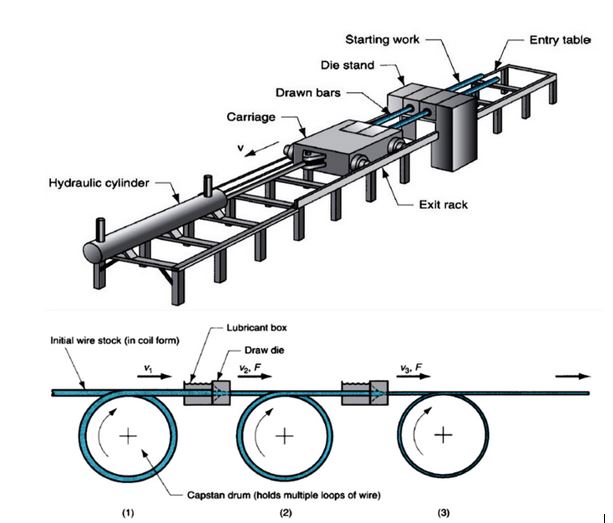
Машины непрерывного волочения
Они имеют несколько волочильных фильер, разделенных накопительными барабанами, которые приводятся в движение моторами для создания необходимой тяговой силы. По мере движения машины, барабаны поддерживают напряжение в проводе, когда он проходит через фильеры.
С каждой фильерой происходит определенное уменьшение диаметра провода, позволяя серии достичь желаемого общего сокращения. Между комплектами фильер иногда необходимо проводить отжиг для достижения желаемого уменьшения.
Волочильные фильеры
Алмаз, карбид вольфрама или инструментальная сталь часто используются при изготовлении волочильных фильер следующим образом:
- Фильера из монокристаллического алмаза: Волочение проволоки в очень малые диаметры от 2 мкм до 1,5 мм.
- Фильера из литой стали: При горячем волочении благодаря их высокому уровню износостойкости при высоких температурах.
- Фильера из карбида вольфрама: Используются вставками со стальной основой для поддержки благодаря их чрезвычайно низкой твердости и пределу прочности на растяжение.
Характеристики фильер
- Вход: Имеет форму колокола и не взаимодействует с алюминиевым заготовкой. Канализирует смазку и предотвращает царапание.
- Угол подхода: Варьируется от 6 до 20 градусов, имеет коническую форму и является местом процедуры волочения проволоки.
- Ланд: Влияет на итоговый размер уменьшения.
- Облегчение задней части: Имеет рабочий угол примерно 30 градусов, при выходе изделия здесь.
Резаки
После волочения алюминиевой проволоки необходимо отрезать её до определенной длины. Для этого достаточно использовать привод с переменной частотой, охватывающий вал, электрически приводимый с основным и ведомым приводом.
Бочкоупаковщик

После волочильного станка или в другом месте можно установить упаковщик проволоки в барабан. Располагая барабан на поворотном столе, пара моторов помогает перемотать провод на дно барабана.
Моталки и упаковщики
Моталки тождественны завершающим операциям машин волочения алюминиевой проволоки. Их основная функция – наматывать или укатывать законченную алюминиевую проволоку для отгрузки с уменьшенной мощностью менее 50 л.с.
В свою очередь, упаковщики работают независимо для навивки алюминиевых проводов различных механических свойств и диаметров. Они могут достигать высокоскоростной намотки тяжёлых алюминиевых кабелей с мощностью до 1000 л.с.
Применение алюминиевой проволоки после волочения
Некоторые общие применения вытянутой алюминиевой проволоки:
- Производство электрических кабелей.
- Использование в качестве элементов, работающих на растяжение, в строительном инжиниринге.
- Изготовление скрепок и спиц для мотоциклов и других транспортных средств.
- Производство некоторых струнных музыкальных инструментов.
Преимущества вытяжки алюминиевой проволоки
Использование алюминиевой проволоки вытяжки предоставляет несколько преимуществ, таких как:
- Достигнуть более точного размерного контроля.
- Улучшенные механические характеристики, включая жесткость и прочность.
- Это экономически выгодно как для малых, так и для больших объемов производства.
- Получение впечатляющего внешнего вида поверхности алюминиевой проволоки.
Дефекты при вытяжке алюминиевой проволоки

При вытяжке алюминиевой проволоки могут возникнуть дефекты, как и при экструзии, например, центральные трещины и расслоения. Среди других можно отметить:
i. Недостаточная смазка, плохое обслуживание матриц и неправильный выбор параметров процесса могут привести к поверхностным дефектам, таким как отпечатки матриц и царапины.
ii. Остаточные напряжения, возникающие из-за неравномерной деформации при холодном вытягивании. При минимальных уменьшениях они незначительны, но сильные уменьшения способствуют росту растягивающих напряжений на поверхности, что в конечном итоге приводит к трещинам.
iii. Расслоение — складки или морщины вдоль плоскости Y материала, которые появляются после вторичных процессов формирования.
iv. Кроме того, последующее удаление поверхностного материала путем шлифования, резки или механической обработки может привести к искривлению.
Заключение
Если учитывать каждую технику и рекомендацию, процесс вытяжки алюминиевой проволоки будет простым и понятным.
Если у вас есть вопросы или вам нужны уточнения по поводу вытяжки алюминиевой проволоки, свяжитесь с нами сейчас.
Дополнительные ресурсы:
Вытяжка проволоки – Источник: Википедия
Процесс вытяжки проволоки – Источник: Britanica
Что такое вытяжка проволоки – Источник: About Mechanics
