


Порошковое покрытие – популярный процесс отделки латуни. Вы можете выбрать либо электростатическое осаждение, либо порошковое покрытие методом флюидизации.
Давайте узнаем, в чем заключается процесс порошкового покрытия латуни.
Что такое бронзовое порошковое покрытие
Бронзовое порошковое покрытие – это нанесение слоя сухого термоотверждаемого или термопластичного порошка непосредственно на поверхность латуни. Позже порошок плавится и затвердевает, образуя однородное покрытие.
Методы бронзового порошкового покрытия
Есть два основных способа, которые вы можете использовать для порошкового покрытия латуни. Хотите узнать, какие? Узнайте прямо сейчас!
1. Электростатическое осаждение (ЭО)
ЭО или электростатическое осаждение относится к феномену осаждения материала. В этом феномене электрические заряды играют главную роль в осаждении слоя порошка на поверхности.
 Электростатическое Осаждение
Электростатическое Осаждение
2. Порошковое покрытие методом флюидизации (ППФ)
ППФ относится к процессу покрытия, в котором порошковые частицы остаются в воздухе. Предварительно нагретый латунный изделие проходит через эту порошковую ванну, что приводит к равномерному покрытию.
 Покрытие ППФ
Покрытие ППФ
Подготовка латунного материала к процессу порошкового покрытия
Необходимо сначала подготовить материал перед началом этапа покрытия. Без прохождения этапа подготовки материала.
Вы столкнетесь с плохим качеством и конечной отделкой. Узнайте, какие способы можно использовать для эффективной подготовки материала.
· Очистка
Первый этап подготовки материала к порошковому покрытию – очистка. Это включает удаление загрязнений, жира, грязи и т. д. Если загрязнения/грязь упорные, можно использовать моечное давление.
 Очистка
Очистка
Существуют варианты использования деионизированной воды или обратного осмоса для достижения еще лучших результатов. Когда обычная очистка или деионизированная вода не помогают, можно использовать механическую очистку.
· Промывка
Термин “промывка” относится к мокрому удалению. Вы можете использовать ее для удаления химикатов или растворов, находящихся на вашем латунном изделии. Большинство людей используют обычную или скважинную воду для удаления грязи на этой стадии.
· Травление
Травление происходит, когда вы помещаете латунный изделия в химическое вещество, называемое травителем. Вы можете использовать фосфат железа в качестве травителя. Это отлично удаляет окислители, загрязнители и т. д.
 Травление металла
Травление металла
Это добавляет инертный слой для облегчения высокой коррозионной стойкости. Кроме того, это также формирует ямки на поверхности, которые невидимы невооруженным глазом. Эти ямки позволяют вам достичь безшовного покрытия с более высокой долговечностью.
· Обдувка
Обдувка – это еще один метод подготовки поверхности, который вы можете использовать перед порошковой покраской. В этом процессе используются маленькие стальные шарики или стальной лом. Латунное изделие, которое вы хотите очистить, помещается внутри кабины, где происходит обдувка стальными шариками.
 Обдутая деталь
Обдутая деталь
Это может сделать поверхность более шероховатой или выровнять неровную поверхность. С помощью этого шага можно устранить предыдущий слой порошковой покраски, загрязнители и ржавчину. Характеристика абразивной обдувки находится в вашем контроле, в зависимости от твердости вашего материала.
· Высыхание
Когда вы закончили полностью очищать поверхность. Теперь вам нужно приступить к высыханию. Если вы поместите латунный материал с мокрой поверхностью непосредственно для покрытия, то это будет бесполезно. Это нарушит конечное качество, долговечность, а также отделку. Поэтому высыхание необходимо.
Процесс порошковой покраски латуни
Как уже обсуждалось выше, существуют два основных метода порошковой покраски латуни. Давайте рассмотрим каждый из них подробнее ниже:
Через процесс ЭДС
Электростатическое нанесение, или ЭДС, происходит в несколько этапов:
 Полное явление ЭДС
Полное явление ЭДС
Шаг 1: Заряд порошка
Электрический распылитель (е-пистолет) – основной компонент, который заряжает частицы порошка. Сжатый воздух переносит частицы порошка из хранилища в е-пистолет. На кончике е-пистолета находится электрод. Этот электрод содержит очень высокое напряжение.
Высокое напряжение создает электрическое поле между кончиком и незаряженным латунным материалом/изделием.
Когда сила электрического поля в окрестности электрода достигает 30 кВ/см, начинается высвобождение свободных ионов. Как только частицы порошка проходят через эти свободные ионы, они приобретают отрицательный заряд.
Шаг 2: Транспортировка
Линии электрического поля в окрестности электрода играют роль в транспортировке частиц порошка к латунному изделию. Свободные ионы, которые остаются зависимыми в воздухе, или те, которые не присоединяются к частицам порошка, также достигают латунного изделия. Окружающие пневматические силы также играют ту же роль.
Шаг 4: Нанесение
Когда отрицательно заряженные частицы порошка достигают латунного материала/изделия, они наносятся на него и формируют равномерный слой покрытия. Когда латунное изделие/материал полностью покрыт заряженными частицами порошка, они начинают отталкивать другие поступающие частицы порошка. Таким образом, вы можете получить равномерно толстый слой покрытия на всей поверхности.
Через FBPC
Откройте для себя шаги, которые вам нужно выполнить, чтобы добиться качественного порошкового покрытия в флюидизированной постели.
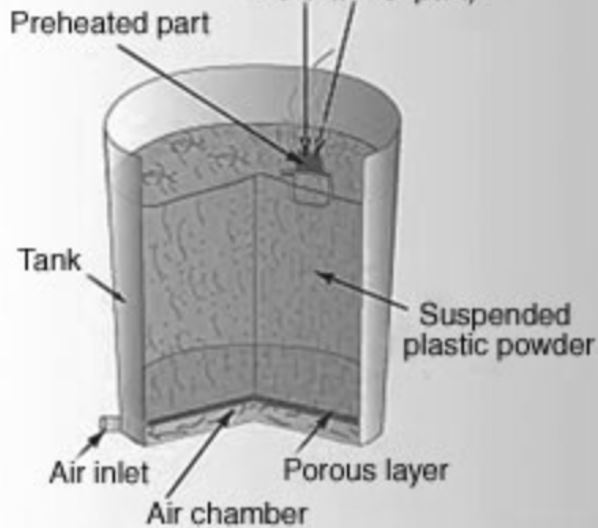 Полное явление FBPC
Полное явление FBPC
Шаг 1: Предварительный нагрев
Продукт из латуни, который вы хотите покрыть порошком, сначала проходит через процесс предварительного нагрева. На этом этапе поддерживайте температуру между 1760C и 2320C. Обратите внимание, что диапазон температур зависит от температуры плавления частиц порошка. Сохраняйте температуру выше температуры плавления частиц порошка. В этом отношении лучше всего подходит конвекционная печь.
Шаг 2: Порошковая ванна
Затем нужно пропустить предварительно нагретый продукт из латуни через порошковую ванну. Это ванна, где частицы порошка остаются в воздухе. Частицы затем прилипают к металлической поверхности и плавятся. Время в ванне зависит от толщины слоя покрытия, которую вы хотите получить.
Нагревание покрытой порошком поверхности латуни
Для процесса электростатического порошкового покрытия
После того как заряженные частицы оседают на латунный материал или поверхность, наступает этап нагревания. На этом этапе необходимо положить материал из латуни, содержащий заряженные частицы порошка, в печь.
Необходимо держать его там 20 минут, при температуре от 300 до 400 градусов по Фаренгейту. После завершения этого этапа процесс ESD завершается.
Для процесса порошкового покрытия в флюидизированной постели
Нагревание относится к постнагреву или нагреванию латунного изделия, которое вы получаете после порошковой ванны. Этот этап гарантирует, что каждая оставшаяся частица порошка остается эффективно на поверхности. Поэтому большинство нагрева выполняется при более низкой температуре, чем предварительный нагрев. Это дополнительно обеспечивает равномерный слой покрытия по всей поверхности изделия из латуни.
Факторы, влияющие на порошковое покрытие латуни
Есть определенные вещи в порошковом покрытии латуни, на которые, если вы не обратите внимание, они могут способствовать эффективным и неисправным слоям. Вот эти факторы для обоих методов ESD и FBPC.
Метод ESD
Учтите эти аспекты:
1. Проводимость порошка
Поскольку в методе ESD вам нужно заряжать частицы порошка, перед выбором порошка убедитесь, что он обладает высокой проводимостью и термической стабильностью. Если он не обеспечивает высокую проводимость, вы не получите правильный слой покрытия. Частицы порошка не привлекаются к поверхности материала и оседают.
2. Размер частиц
Размер частиц имеет значение и значительно влияет на окончательный слой покрытия. Мелкие частицы обладают большим поверхностным натяжением, более высокими электростатическими силами и плохими свойствами текучести. В то же время у тонкого порошка также нет лучших свойств текучести.
С другой стороны, крупные частицы приведут к более лучшей текучести. Они могут привести вас к неоднородному покрытию. Поэтому выбирайте размер частиц, учитывая эти факты. В целом, рекомендуемый размер частицы составляет от 10мкм до 90мкм. Это не слишком большой и не слишком мелкий, но оптимальный размер частиц.
3. Напряжение распыления
Чем выше напряжение, тем лучше, но это не верно для всех случаев. Если напряжение выше, эффективность передачи порошковых частиц увеличивается. Это означает, что на поверхности латунного изделия лучше прилипает больше порошкового материала. В этом случае вы можете увеличить расстояние между распылителем и латунным изделием. Уровень напряжения следует поддерживать в пределах 60-80 кВ.
4. Давление подачи воздуха
Держите давление воздуха в допустимых оптимальных пределах. Основная причина в том, что это влияет на доставку порошка, кинетическую энергию и качество покрытия. С другой стороны, это также влияет на давление порошка и воздуха флюидизации.
5. Расстояние распыления
Расстояние распыления – это фактор, который нельзя игнорировать. Он отвечает за силу электрического поля. Держите расстояние между распылителем и материалом в диапазоне от 200 до 300мм. Если расстояние маленькое, это может вызвать воспламенение и ухудшить качество конечного продукта. В то же время большое расстояние означает более слабую силу электрического поля. Это также уменьшает эффективность осаждения порошковых частиц.
Метод порошкового покрытия в флюидизированной постели
Следующие факторы требуют вашего внимания:
1. Температура предварительного нагрева подопытного тепла
Предварительная стадия, как уже обсуждалось, требует оптимальной температуры. Если изделие из латуни не было правильно предварительно нагрето, частицы не будут прилипать и таять. Это повлияет на явление порошкового покрытия. Размер и толщина предмета также влияют на диапазон температур. Температура объекта обычно немного больше температуры плавления порошка.
2. Продолжительность погружения
Сколько времени вы содержите изделие из латуни в навесной порошковой ванне, имеет значение. Если удерживать его выше оптимального времени, результатом будет толстое покрытие. С другой стороны, удержание его в течение меньшего времени приведет к более тонкому покрытию. Полезно оптимальное покрытие, которое не слишком толстое и не слишком тонкое.
3. Теплоемкость подопытного тепла
Материал, который вы собираетесь покрыть порошком через FBPC, должен иметь более высокую теплопроводность. Это позволит вам обеспечить равномерную температуру поверхности по всей ее площади. Это также позволит вам наблюдать равномерные и однородные слои покрытия.
4. Размер частиц
Размер частиц влияет на результат покрытия. Для получения дополнительной информации обратитесь к разделу “влияние размера частиц на покрытие в явлении электростатического порошкового покрытия” (выше).
Вывод
Теперь у вас есть подробные знания и знакомство с процессом порошкового покрытия. Вы можете выбрать любой в зависимости от требований и потребностей вашего продукта. Если у вас есть какие-либо вопросы, обратитесь за помощью.
Вы можете связаться с нами в любое время. Если вы нашли вышеуказанную информацию полезной и информативной, пожалуйста, поделитесь ею с другими.
Дополнительные ресурсы:
Порошковое покрытие – Источник: Википедия
Понимание процесса порошкового покрытия – Источник: ThomasNet
Порошковое покрытие – Источник: Science Direct
