

Глубокая штамповка листового металла является эффективной и эффективной операцией по формовке листового металла.
В этом руководстве вы найдете всю информацию о глубокой штамповке – от пошагового процесса, расчетов, преимуществ до дефектов, чтобы упомянуть только несколько.
Продолжайте читать, чтобы узнать больше.
Что такое глубокая штамповка листового металла?
Глубокая штамповка листового металла является операцией по формовке металла.
В этой операции заготовка листового металла подвергается вытяжке из-за сжимающих и растягивающих сил.
Техника глубокой штамповки листового металла
Глубокая штампованная деталь имеет глубину, равную или больше радиуса детали при вытяжке.
Узнайте, как работает процесс глубокой штамповки листового металла
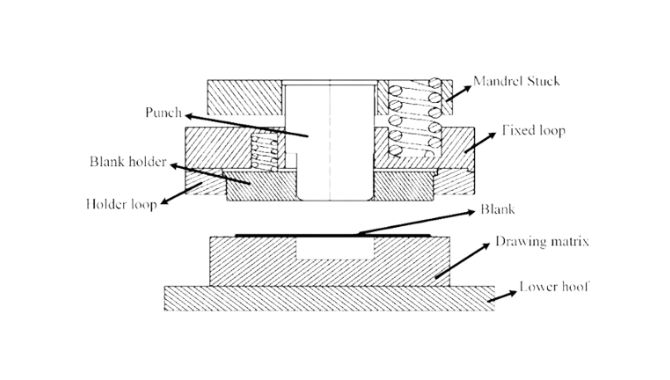
Процесс глубокой штамповки листового металла включает в себя несколько этапов. Основные этапы следующие:
Процесс глубокой штамповки листового металла
Этап 1: Вырубка и установка матрицы
Вырубка – это процесс, при котором вы отделяете заготовку от металлического листа.
Затем вы подвергаете ее прессу или матрице.
После этого заготовка готова к установке на матрицу. Вам следует установить матрицу на держатели штока.
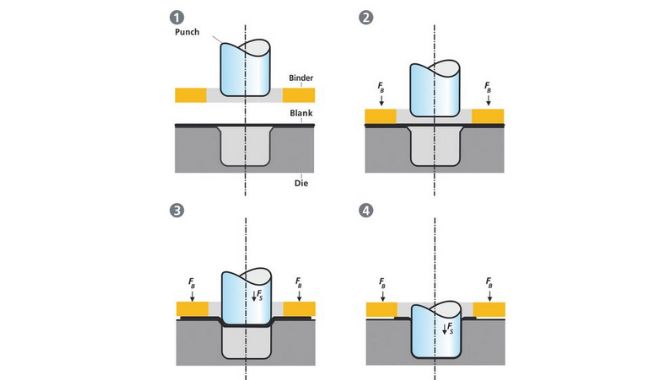
Этап 2: Захват
На втором этапе держатели штока играют свою роль.
Они удерживают листовой металл прямо в центре матрицы и держателя штока.
Оптимальное давление помогает в этой операции.
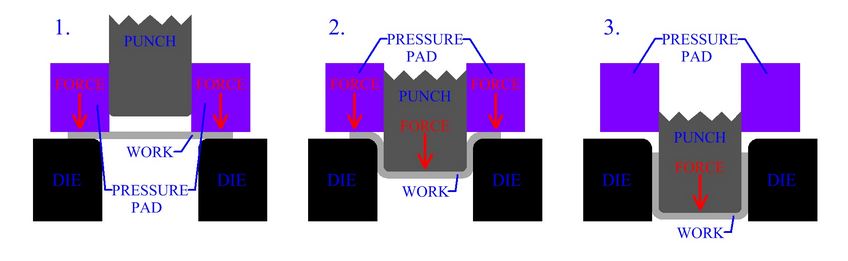
Этап 3: Растяжение внутри матрицы
После того, как вы поместили вашу заготовку листового металла на матрицу.
Ударник выполнит свою задачу. Затем он создает силу над металлическим заготовкой.
Обратите внимание на снижение давления на держатель хвостовика, чтобы обеспечить правильное растяжение в матрице.
Если вы сохраните давление выше, то это приведет к трещинам или морщинам на конечном продукте.
Во время этой операции вы также можете столкнуться с утончением.
Шаг 4: Удаление детали
Последний шаг в процессе глубокой штамповки листового металла – изолировать конечный продукт от матрицы.
Теперь он готов к дальнейшим процессам отделки.
Дополнительные ресурсы:
Процесс штамповки листового металла
Глубокая штамповка
Процесс глубокой штамповки
Преимущества глубокой штамповки листового металла
Существует несколько преимуществ, делающих этот процесс выдающимся.
Наиболее заметные преимущества глубокой штамповки листового металла следующие:
- Существует возможность производства любых геометрических форм, которые вам нужны. Популярные типы включают прямоугольные, цилиндрические, квадратные и т. д.
- Стоимость производства глубокой штамповки листового металла низкая.
- Используя эту технику, вы можете сэкономить много материала.
- Точность, связанная с этим процессом, замечательна. Каждая деталь имеет высокую точность.
- Глубокая штамповка листового металла может увеличить или улучшить ваш уровень продуктивности. Используя эту технику, вы можете производить больше или более крупные детали за единицу времени.
- Детали, изготовленные с использованием этого процесса, устойчивы к удару. Они имеют высокую твердость.
- Вес продуктов, произведенных с помощью этого процесса, невелик. Их легко обрабатывать. Стоимость этого метода также низка по сравнению с другими методами, такими как поэтапная штамповка.
Ограничения глубокой штамповки листового металла
Некоторые аспекты создают определенные ограничения для глубокой штамповки листового металла. Ключевые ограничения включают в себя следующее:
- Метод не является экономически эффективным в случае небольших объемов продукции. Основная причина заключается в более высокой стоимости, связанной с настройкой прессы. Помимо этого, важным является уровень навыка, опыта и требований в области экспертизы. Эти вещи ограничивают использование этой техники для более коротких производственных серий.
- Вы не можете использовать этот метод для определенной промышленной продукции из-за образования дефектов на конкретной части.
Факторы, влияющие на стоимость глубокой штамповки листового металла
Этапы глубокой штамповки листового металла
Несколько факторов влияют на стоимость глубокой штамповки листового металла. Некоторые из ключевых факторов следующие:
- Если требования к конкретной части более сложные, то это может привести к увеличению затрат.
- Также важно местоположение особенности на детали. Сложное расположение также может привести к увеличению затрат.
- Следующим в списке является направление, в котором вы хотите встроить конкретную особенность.
- Также имеет значение размер детали. При увеличении размера это приведет к дополнительным затратам.
- Толщина материала означает, что чем выше толщина, тем больше материала используется, что в конечном итоге приводит к более высоким затратам.
Типичные дефекты глубокой штамповки листового металла
Некоторые аспекты приводят к образованию ряда дефектов при глубокой штамповке листового металла.
Это происходит только в том случае, если вы не следуете рекомендациям и неправильно устанавливаете параметры.
Некоторые из общих дефектов приведены ниже для вашего справки:
i. Морщины
Тангенциальные компрессионные и радиальные напряжения ответственны за образование морщин в глубоко вытянутом листовом металле.
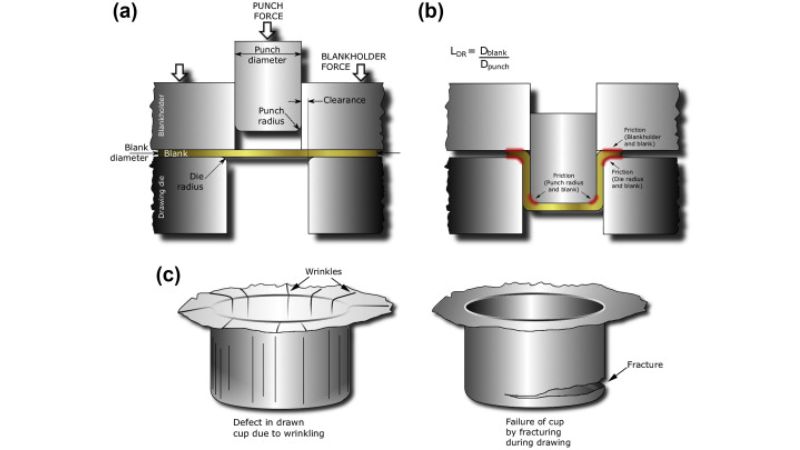
Морщины возникают в фланцах или стенках листового металла.
Правильное проектирование процесса и использование соответствующих инструментов могут предотвратить этот дефект.
ii. Утончение и разрывы
Эти два явления происходят только из-за избыточного давления в держателе хвостовика. Избыточное давление мешает металлической заготовке свободно перемещаться в матрице.
Это приводит к идеальным тяговым напряжениям в определенной области. Небольшой радиус скругления также приводит к явлению разрыва.
iii. Дефекты на поверхности
Неправильное смазывание и низкое расстояние между матрицей и инструментом приводят к образованию царапин на инструменте, продукте и матрице.
iv. Ушки
Анизотропное поведение конкретного материала приводит к нерегулярным фланцевым элементам, особенно на глубоко вытянутых деталях.
Расчеты глубокой штамповки в изготовлении листового металла

Детали глубокой штамповки листового металла
Расчет размера
Можно предположить, что размер заготовки листового металла для глубокой штамповки равен площади заготовки конечной детали.
Вы можете рассчитать размер заготовки для штамповки листового металла, следуя этим шагам:
Шаг 1: Расчет площади поверхности
Площадь поверхности заготовки
Шаг 2: Расчет площади поверхности готовой детали
Площадь поверхности готовой детали
Шаг 3: Сделать обе площади равными
Расчет коэффициента уменьшения
Если глубина листовой металлической детали большая, вам нужно подвергнуть ее более чем одной операции вытяжки.
Вы можете рассчитать количество этих операций вытяжки, используя следующие формулы:
Коэффициент уменьшения уменьшается по мере увеличения операций вытяжки. Если этого не сделать, это приведет к нескольким дефектам.
Рекомендуемые коэффициенты составляют 50%, 25% и 20%.
Расчет силы
Следующим шагом в расчете является определение силы, необходимой для вытяжки листового металла.
Вы можете рассчитать это с помощью следующих формул:
d= диаметр штампа
t= толщина заготовки
UTS= предел прочности на разрыв
Примеры глубокотянутых деталей из листового металла
Определить диаметр и количество операций вытяжки для вытяжки металлического листа с диаметром 50 мм и глубиной 60 мм?
Решение:
Диаметр чаши = 50 мм
Глубина чаши = 60 мм
= 60.2
Диаметр заготовки = 60.2 2 = 120.4
Расчет коэффициента уменьшения:
Предположим, первая операция вытяжки: 0,5
0,5 120.4 = 120.4 – Диаметр штампа.
Диаметр штампа = 60.2
Таким образом, эта величина определяет, что вы можете вытянуть высоту 60.2 мм в одной операции вытяжки.
Следовательно, для изготовления этой детали достаточно только одной операции вытяжки.
Вывод
Штамповка листового металла является практичным и эффективным процессом в металлообработке.
С информацией из этого руководства вы безусловно сможете получить качественные и надежные детали.
По всем вопросам или запросам по процессу штамповки листового металла свяжитесь с нами сейчас.
