


Являясь в металлообрабатывающей промышленности, иногда необходимо рассмотреть различные технологии металлообработки, такие как лазерная резка листового металла или плазменная резка. Однако при работе с толстыми низкоуглеродистыми стальными или мягкостальными пластинами, вы можете обнаружить, что оксигазовая резка/сварка является наиболее экономичным процессом производства.
1. Обзор оксигазовой резки
1.1 Что такое оксигазовая резка?
Оксигазовая резка, также известная как резка газовым горелком или пламенная резка, представляет собой термический процесс резки, в котором используется контролируемая комбинация кислорода с другим топливом или газами для резки определенных металлов.
Если ваше производство включает сварку, то для сварочного процесса тоже можно использовать оксигаз. Просто замените резак на сварочную головку!
Оксигазовая резка используется во многих отраслях промышленности, таких как производство машин, автотранспортных средств и производство металлических конструкций.
Самым распространенным газом для металлорезания и сварки с использованием оксигаза является ацетиленовый газ.
Вы можете выполнять резку оксигазом вручную с помощью горящей горелки или с помощью токарно-фрезерного станка с ЧПУ для оксигазовой резки.
1.2 История оксигазовой резки
Применение технологии оксигазовой резки и сварки началось в конце 19-го и начале 20-го века.
В 1903 году во Франции изобрели оксигазовый резак и сварочную машину Шарль Пикар и Эдмон Фуше.
Два французских инженера успешно построили сварочное оборудование для кислородно-ацетиленовой сварки, использующее пламя горелки.
Температура, выделяемая горелкой, могла достигать 6 000 градусов по Фаренгейту. Этой температуры было достаточно для плавления и соединения сплавных сталей и алюминиевого металла для широкого спектра применений в промышленности.
Позднее, в середине 20-го века, использование в качестве источника тепла электричества, а не пламени, привело к повышению популярности дуговой сварки/резки.
1.3 Как работает оксигазовая резка?

Прежде чем начать процесс резки или сварки металла, важно освоить навыки зажигания, регулирования и выключения кислородно-ацетиленовой горелки.
Помните, что для различных режимов резки могут потребоваться разные процедуры.
Таким образом, в процессе газовой резки вам необходимо иметь запас кислорода в его специальном баллоне и еще один баллон с подходящим топливным газом, таким как природный газ, ацетилен или другой подходящий топливный газ.
Газ из каждого баллона проходит через свои шланги к насадке режущей горелки и выводится на режущую насадку. В горелке установлены клапаны, позволяющие вам контролировать поток кислорода или топливного газа в зависимости от материала, с которым вы работаете.
Теперь, при открытых клапанах, все газовые комбинации выходят, и, направив насадку горелки в безопасном направлении, вам просто нужно поджечь поток газа. Для этого можно использовать или газовую зажигалку, или предварительный поджиг. Высокотемпературное пламя мгновенно оживет!
Затем вы можете регулировать пламя в соответствии с вашими потребностями в резке/сварке.
Пока вы направляете горячее пламя вдоль металлической поверхности для резки, высокотемпературное пламя нагревает металл до его точки плавления.
Поток кислорода способствует горению и окислению плавленого металла, оставляя узкий разрез. Таким образом, именно этот быстрый химический процесс (окисление) приводит к образованию разреза.
Важно, чтобы во время процесса резки у вас были средства индивидуальной защиты и вы находились в безопасной рабочей среде. Больше информации о мерах предосторожности и других советах чуть позже в этом посте.
Как зажигать, устанавливать и гашить пламя резака кислородно-газовой горелки
1.4 Особенности резки кислородно-газовой смесью
Резка кислородно-газовой смесью обладает следующими ключевыми особенностями:
- Поверхности резки чистые, гладкие и свободные от шлака
- Области, подвергнутые тепловому воздействию во время резки, закаляются
- Поверхности резки хорошо окислены для использования в различных приложениях.
- Резку можно выполнить на металлических плитах различной толщины
- Возможность сверлить отверстия в толстых металлах
1.5 Типы пламени резака кислородно-газовой смесью (ацетилен)
Когда ваше производство требует использования различных металлов, вам необходимо устанавливать разные пламена для достижения желаемых температур резки или сварки.
Вот три основных типа пламени резака ацетиленовой горелки и их соответствующие применения
1.5.1 Карбуризующее пламя резака
Карбуризующее пламя требует установки газовой смеси для достижения высокого соотношения ацетилена к кислороду.
Применение: Вы устанавливаете карбуризующее пламя, когда вам необходимо соединить основной металл с металлом сварочного материала без необходимости глубокого плавления. Таким образом, оно подходит для пайки, паяния или процессов серебряной сварки
1.5.2 Нейтральное пламя резака
Это пламя с соотношением ацетилена и кислорода 1:1 и является наиболее часто используемой комбинацией для резки и сварки кислородно-газовой смесью.
Применение: Нейтральное пламя подойдет для широкого спектра процессов изготовления, таких как сварка и серебряная пайка. Оно обеспечивает вам необходимую гибкость при резке или сварке черных и цветных металлов.
1.5.3 Окисляющее пламя резака
В окисляющем пламени резака, резательное пламя подается более кислорода, чем газ ацетилен. Пламя издает характерный ревущий звук и может достигать температуры до примерно 3,482°C (6300°F). Оно характеризуется маленькой и остроконечной формой.
Применение: Вы устанавливаете окисляющее пламя при работе над специализированными процессами изготовления, такими как резка и сварка стали.
Это пламя также используется при работе с медью, цинком, марганцевой сталью, латунью, чугуном, углеродистой сталью и другими металлическими сплавами
1.6 Особенности газов для резки кислородно-газовой смесью
Ваш выбор правильного типа газов для резки/сварки кислородно-газовой смесью должен основываться на вашем материале для изготовления, а также на следующих характеристиках топливных газов:
- Максимальная температура пламени кислородно-газовой горелки – Она находится в верхнем внутреннем ядре пламени горелки и определяет самую горячую часть резательного пламени.
- Температура сгорания: Относится к комбинации тепла, исходящего из внутреннего ядра и внешней оболочки резательного/сварочного пламени кислородно-газовой смесью
- Стохиометрическое отношение: Это отношение вашего топливного газа к кислороду пламени
Ниже приведена таблица, показывающая характеристики различных газов для резки и сварки кислородно-газовой смесью:
1.7 Виды газов для резки кислородомСуществует 5 основных типов газов, которые можно успешно использовать для сварки или резки газом. Они включают в себя: Ацетилен, природный газ, пропан, пропилен, водород и MAPPДавайте рассмотрим характеристики каждого из вышеперечисленных газов для резки пламенем…1.7.1 Ацетилен – C2H2 Использование ацетиленового газа в сварке уходит корнями в 1901 год, что делает его самым старым газом для резки кислородом.С его высокой температурой нагрева, достигающей до 3,160°C, и превосходной скоростью горения, вы почувствуете на много более быстрое проникновение и металлорезание по сравнению с другими топливными газами.Неудивительно, что он остается самым популярным топливным газом в процессах резки и сварки кислородомПомимо обеспечения качественных кромок при отличной скорости резки, вы также найдете этот углеводородный газ идеальным выбором при работе с металлами различной толщины, начиная от легких до толстых металлических пластин1.7.2 Природный газ (в основном метан) – CH4Природный газ является углеводородным газом, используемым для резки кислородом, особенно при работе с толстыми металлическими пластинами. Хотя у него ниже скорость резки по сравнению с ацетиленовым газом, он производит отличные кромки резки.1.7.3 Пропан – C₃H₈Если вы планируете работать с материалами средней или тяжелой толщины, пропановый газ – еще один тип газа для ваших процессов резки или сварки кислородом.Поступая в виде сжиженного газа под давлением, пропан обеспечит вам хорошую скорость резки и качественные кромки.С его температурой нагрева, взлетающей до 2,828°C, он является подходящим выбором, если вы планируете резать или сваривать материалы средней или тяжелой толщины.1.7.4 Пропилен – C3H6Пропилен – еще один тип сжиженного нефтяного газа (ПЛ-газ), который вы можете использовать для ваших проектов резки или сварки кислородом.
| Тип газа | Максимальная температура пламени (От высокой к низкой) | Отношение кислорода к топливному газу (V) | |
| °C | °F | ||
| Ацетилен | 3,160 | 5,720 | 1.2:1 |
| MAPP | 2,976 | 5,389 | 3.3:1 |
| Пропилен | 2,896 | 5,245 | 3.7:1 |
| Водород | 2,856 | 5,173 | 0.42:1 |
| Пропан | 2,828 | 5,122 | 4.3:1 |
| Природный газ | 2,770 | 5,018 | 1.8:1 |
Его температура пламени 2896°C выше, чем у пропана. Кроме того, он имеет более высокую тепловыделение, что приводит к увеличению скорости резки с высококачественными линиями реза.
1.7.5 Водород – H
Если ваш процесс резки кислородом включает работу с тонкими металлическими листами, то газ водород может быть вашим идеальным выбором. Газ имеет максимальную температуру нагрева до 2 808°C
Газовое топливо водорода обеспечивает более высокую скорость резки по сравнению с газами ацетиленом или пропиленом
1.7.6 Газ MAPP / MAP-Pro
СРАВНЕНИЕ ГОРЕЛОЧНЫХ ГАЗОВ (пропан, map/pro, mapp, ацетилен) СЛОЖНО, но легко понять
MAPP означает метил-ацетилен-пропадиен Пропан. Это стало торговой маркой и относилось к смеси углеводородов, в основном состоящей из метил-ацетилена и пропадиена. Другие включенные газы в смеси включали пропилен и пропан.
В настоящее время используемый газ MAPP – это заменительный газ для ацетилена, так как первоначальная смесь была прекращена в 2008 году.
Его текущая версия, газ MAP-Pro, является премиальным газом для газовой резки или сварки из смеси пропана и пропилена.
Он вырабатывает горячее пламя до 3730 градусов по Фаренгейту и подходит для широкого спектра процессов, таких как резка тонкого металла, пайка и пайка крупных медных труб.
2. Где используется газовая резка – характеристики материала
Вы можете применить процесс газорезки/газосварки, когда:
- Работаете либо с кованым железом, либо для проектов легкой сталной конструкции.
- Ваши металлические листы имеют толщину от 10 мм до 300 мм, или для широкого спектра металлических листов толщиной от 3 мм до 900 мм.
Важное примечание:
Газовая резка/сварка не подходит для высокоуглеродистых сталей. Это связано с тем, что температура плавления образовавшейся шлака близка к температуре плавления исходного металла. Поэтому образовавшийся оксид железа или шлак легко смешается с расплавленным исходным металлом во время ваших попыток резки, что делает процесс бесполезным или беспорядочным!
3. Процесс ручной газовой резки – ключевые этапы
Для эффективного процесса газорезки с использованием портативного газового горелочного прибора включаются следующие ключевые этапы:
3.1 Подготовка
После настройки оборудования для газовой резки, соблюдая меры безопасности, вам необходимо убедиться, что поверхность металла, который нужно резать, чиста,
3.2 Маркировка линии резки
Перед началом процесса газорезки необходимо отметить области металла, которые вы собираетесь резать. Вы делаете это с помощью подходящего маркера или трафарета.
Затем закрепите металл, чтобы он оставался неподвижным во время процесса резки.
3.3 Правильное положение горелки
Это включает установку правильного угла и расстояния до горелки. Это необходимо для того, чтобы вы могли свободно перемещать горелку вдоль отмеченных линий во время начала процесса резки. Вы не хотите ограничений движения горелки во время процесса резки.
3.4 Настройка оборудования для газовой резки
Перед началом процесса резки проверьте, чтобы газовые шланги и шланги для кислорода были надежно подсоединены к газовой горелке и регуляторам. Ваши газовые цилиндры должны находиться в устойчивом и безопасном положении.
3.5 Регулирование давления газового топлива и кислорода
Давление газа для резки будет определяться характером вашего процесса резки. Поэтому вам необходимо установить наиболее подходящий уровень давления для вашего процесса резки.
Это осуществляется путем обращения к регуляторам давления в ваших двух цилиндрах.
3.6 Подключение резких сопел и регулировка пламени
Вы прикрепляете подходящее резочное сопло к газовой горелке и зажигаете пламя соответственно после отпускания газовых потоков с использованием клапанов горелки. Затем вы регулируете пламя, чтобы получить правильный размер для вашего конкретного процесса резки.
3.7 Предварительный нагрев
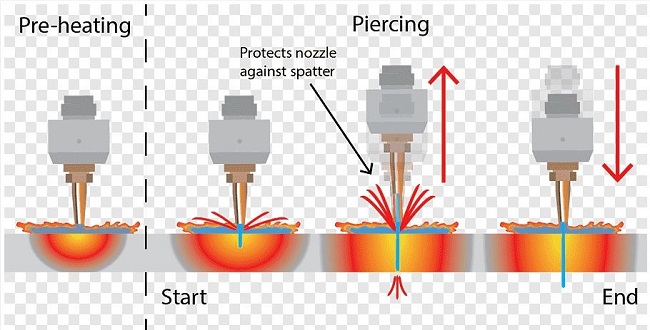
Предварительный нагрев – это начальный этап процесса газовой резки металла. Нагрев обеспечивает необходимую температуру металла для последующей резки.
Для более толстых металлических пластин этот этап может занимать некоторое время перед началом процесса резки.
3.8 Резка металла
Процесс резки начинается медленным перемещением резака вдоль отмеченной линии резки. Необходимо сохранять постоянную скорость для точной резки.
По мере того как вы медленно перемещаете резак, высокотемпературное пламя плавит металл вдоль линии резки. Кислородный струйный поток из центра сопла резака облегчает процесс резки.
Для прямой резки необходимо поддерживать резак перпендикулярно поверхности металла.
3.9 Завершение процесса
После осмотра резки и удовлетворения результатами аккуратно отведите резак от металлического материала. Затем закройте подачу газа для горючего газа, последовательно, а затем кислорода.
Наконец, снимите зажатый металл, а затем прекратите поток газов из цилиндров к резаку. Просто закройте клапаны их подачи.
Важное замечание: Для некоторых металлических пластин может потребоваться послерезательный нагрев для предотвращения искажения или деформации материала.
3.1 Факторы, которые следует учесть в процессе газовой резки кислородом и горючим газом
Во-первых, у вас должны быть необходимые навыки или обучение для выполнения процесса газовой резки или сварки кислородом и горючим газом.
Ниже приведены некоторые факторы, которые необходимо учитывать для безопасной и успешной газорезки или газосварочного процесса:
- Ношение защитной одежды, включая защиту лица и глаз
- Соблюдение мер предосторожности при газовой сварке/резке кислородом и ацетиленом
- Правильное управление комбинацией кислорода и горючего газа
- Выбор правильного угла резки/сварки и скорости
Важное замечание:
Газорезка или сварка кислородом и горючим газом может быть опасным процессом. Поэтому, чтобы избежать возможных случаев аварий или повреждений, вы должны заниматься этим только в случае наличия обучения и опыта в этой области. В противном случае убедитесь, что ваши проекты по газорезке или сварке кислородом и горючим газом выполняются только квалифицированным и опытным техником.
4. Оборудование для газовой резки и средства индивидуальной защиты
Если вы планируете использовать газовую резку или сварку для ваших процессов обработки, вам необходимо полноценно разбираться в следующем оборудовании:
4.1 Баллон с кислородом и газовый баллон
Это специальные баллоны под давлением, в которых хранятся газы, необходимые для газовой резки или сварки.
Итак, их будет два: баллон с кислородом и газовый баллон с ацетиленом, пропаном или другим подходящим газом.
Для удобства идентификации стандартный цветовой код для баллонов с кислородом – черный, а для баллонов с ацетиленом – бордовый.
4.2 Резак газорезочный/сварочный
Это компонент, который сочетает кислород и горючий газ из соответствующих баллонов для создания высокотемпературного пламени для резки или сварки металлических деталей.
Существует два типа газорезочных и сварочных горелок, из которых вы можете выбрать в зависимости от потребностей вашего проекта.
4.3 Регуляторы давления газа
На баллонах с газом установлены регуляторы давления газа. Они позволяют регулировать давление газа для резки или сварки в соответствии с желаемой температурой резки или сварки.
4.4 Зажигалка для резака газовой резки/сварки
Как только все готово, и вы готовы начать вашу газорезочную/газосварочную работу, вам понадобится зажигалка для поджига кислородно-горючего газового смеси с его острием.
4.5 Резак/Головка для резки/сварки
Резак создает пламя при зажигании и имеет сопло, функцией которого является смешивание горючего газа и кислорода. С помощью клапана вы можете регулировать поток газов для получения желаемого пламени резки или сварки.
4.6 Газовые шланги
Это шланги повышенного давления, соединяющие баллоны с кислородом и газовым баллоном с резаком для резки или сварки.
Для удобства идентификации как шланги для кислорода, так и шланги для газов имеют разные цветовые коды. Часто можно встретить синие или зеленые шланги, используемые для кислорода, в то время как красные шланги используются для ацетилена или других горючих газов.
4.7 Защитные очки
Для защиты глаз от брызг и других вредных частиц во время газорезки или газосварочного процесса вам нужны правильно подходящие защитные очки.
4.8 Рабочие перчатки
Для защиты рук от тепла и других частиц во время процессов резки и сварки металла вам необходимо иметь подходящие рабочие перчатки и другую средств защиты.
4.9 Маркер Сополимера
Маркер сополимера необходим для пометки линий резки или сварки на вашем металлическом материале.
6. Резка/сварка на кислородно-ацетиленовом исходе – Преимущества и Недостатки
6.1 Преимущества
Вот некоторые основные преимущества, которые вы получаете, применяя процесс факелной резки:
6.1.0.1 Резка широкого диапазона толщин
Резка кислородом и ацетиленом/газом позволяет вам резать металлы различной толщины
6.1.0.2 Подходит для низкоуглеродистой стали
Резка кислородом подходит, если ваши конструкционные материалы включают низкоуглеродистую сталь, низколегированную конструкционную сталь и чугун.
Это связано с тем, что их оксиды имеют более высокие температуры плавления. И таким образом, при процессе резки кислородом и газом, их твердые оксиды легко удаляются кислородным струей, оставляя чистый разрез.
6.1.0.3 Вы получаете чистый разрез
Газовая резка производит чистые поверхности разреза. Это полезно, если вы работаете с тонкими металлами, и гарантирует, что ваш материал не будет искажен другими механическими обработками.
6.1.0.4 Высокая точность резки
Газовая резка позволяет производить разрезы с очень точными размерами. Это гарантирует, что точность вашего конечного продукта улучшается. Кроме того, время, затраченное на послепроцессинг, будет существенно сокращено.
6.1.0.5 Резка нескольких частей с помощью нескольких горелок
Если вы используете станки с ЧПУ для газовой резки, оснащенные различными горелками, вы можете одновременно резать различные металлические детали.
Это снизит время производства и, следовательно, улучшит вашу эффективность в области изготовления или производства
6.1.0.6 Возможность резки фасонных полос
Если вашей конструкции требуются фасонные формы, то факельная резка позволяет установить кончик горелки под правильным углом фасонной резки для производства фасонных полос.
6.1.0.7 Низкая стоимость оборудования
Стандартное оборудование для резки кислородом и газом недорого по сравнению с другими передовыми методами резки, такими как лазерная резка листового металла или водоструйная резка. Это делает его подходящим альтернативным вариантом, если вы хотите снизить свои производственные издержки.
6.1.0.8 Переносное оборудование
С обычной факельной резкой перемещение вашего оборудования с одного проектного места на другое не вызовет проблем. Это делает его идеальным, если ваши проекты находятся в удаленных районах.
6.1.0.9 Гибкое и легкое ручное управление
Если у вас нет возможности приобрести автоматизированные режущие станки, не волнуйтесь! Кислородно-ацетиленовая резка позволяет ручное управление, что делает ее легкой в обучении. Ее применение также универсально и гибко.
Например, после использования режущего наконечника для резки ваших металлических деталей, вы легко можете заменить его сварочной головкой и начать процесс сварки с легкостью.
6.2 Недостатки факельной резки
Хотя процесс резки кислородом и газом имеет несколько преимуществ, у него также есть следующие недостатки:
6.2.0.1 Работает на ограниченных металлах
При факельной резке вам придется ограничиться работой только с выбранными материалами, такими как мягкая сталь или низкоуглеродистая сталь, и не сможете работать с нержавеющей сталью, алюминием или высокоуглеродистой сталью.
6.2.0.2 Требуется предварительный нагрев – медленная скорость резки
Перед началом процесса резки металл необходимо предварительно нагреть до подходящей температуры.
Поэтому при работе с толстыми металлами процесс резки может быть медленнее по сравнению с другими процессами, такими как плазменная резка. Это может негативно отразиться на вашей производственной стоимости.
6.2.0.3 Трудности в резке окрашенных, окисленных и сложнослоенных металлов
Вы обнаружите, что трудно резать металлы с толстыми слоями краски. Процесс также плохо работает на окисленных металлах. Кроме того, резка металлических листов, которые должны быть сложены, например листы толщиной менее 3 мм, может быть очень трудной с использованием процесса резки кислородом и газом.
6.2.0.4 Требуется обучение и опыт
Для достижения желаемого качества разреза необходимы определенные навыки и опыт. Если процесс должен быть проведен техником, то выбранный кандидат должен быть обучен процессу факельной резки.
6.2.0.5 Это опасный процесс
Поскольку для кислородно-ацетиленовой резки используются горючие газы, процесс полон рисков, если не соблюдаются необходимые меры безопасности.
6.2.0.6 Возможность деформации и искажения металла
Во время факельной резки металл подвергается интенсивному нагреву. Когда вы работаете с тонкими металлами, высокие температуры легко могут вызвать деформацию или искажение вашего материала.
Поэтому факельная резка настоятельно рекомендуется для более толстых металлических пластин, если вам нужны идеальные результаты резки.
7. Резка кислородом и газом против плазменной резки
Как металлообрабатывающий предприятие, вам необходимо иметь лучшее понимание процессов как кислородно-ацетиленовой резки, так и плазменной резки.
Чтобы лучше понять оба процесса, в таблице ниже представлены основные различия и сходства между ними.
| Сравнение резки кислородом и плазменной резки | ||
| Признак сравнения | Резка кислородом | Плазменная резка |
| 1. Источник тепла | Температура резки образуется из пламени горелки | Использует электрическую дугу для генерации тепла для резки |
| 2. Требуемый станок и уровень обучения | Требует простого и менее дорогостоящего оборудования для резки с небольшим уровнем обучения | Требует использование продвинутого и дорогостоящего оборудования с высокими навыками обслуживания |
| 3. Универсальность и портативность | Менее универсален, поскольку может работать только с ограниченным количеством металлов. Однако он портативен | Универсален, поскольку может использоваться с широким спектром металлов. Однако он менее портативен |
| 4. Материал для резки | Работает с ограниченным количеством металлов и, желательно: низкоуглеродистой, мягкой сталью, чугуном | Работает с большинством проводящих металлов |
| 5. Применение в промышленности | Используется в общих промышленностях по производству стали, строительству, морской промышленности и т. д. | Используется в секторах высокоточного изготовления, таких как изготовление деталей для автотранспортных средств, деталей для авиадвигателей и т. д. |
| 6. Процесс резки | Резка производится пламенем горелки | Резка достигается с помощью плазменной горелки |
| 7. Качество резки и точность | Меньшая точность резки при медленной скорости резки | Более высокая точность резки при более быстрой скорости резки |
| 8. Стоимость | Менее дорогостоящее оборудование | Дорогостоящий станок |
| 9. Толщина металла или листа | Может резать металлы различной толщины, включая те, что превышают 2 дюйма. Возможно искривление и искажение на очень тонких металлах. | Лучше работает с менее толстыми металлами, поэтому подходит для резки металлических листов. |
8. Резка/сварка кислородом на станках с ЧПУ

Для крупных проектов по изготовлению металлоконструкций или при работе над очень сложными конструктивными решениями, вы можете рассмотреть возможность перехода от ручного оборудования для резки огнем к более совершенной станочной опции
Это включает в себя использование станков для резки или сварки кислородом с ЧПУ для увеличения эффективности при высоком объеме производства.
Но… что же такое станок с ЧПУ?
ЧПУ означает компьютерное числовое управление. Таким образом, станок для резки или сварки газом или пламенем с ЧПУ – это программируемый станок, оснащенный режущим факелом, который перемещается для создания или резки желаемой формы металла.
8.1 Станок для резки газом с ЧПУ – Подходящие материалы
С помощью станка для резки или сварки газом с ЧПУ вы можете удобно обрабатывать широкий спектр металлов, таких как нержавеющая сталь, алюминий и титан, среди других металлов.
Кроме того, технология автоматизации позволяет вам резать другие неметаллические материалы, такие как пластмассу или дерево, для других ваших производственных потребностей в промышленности.
8.2. Станок для резки или сварки газом с ЧПУ – Преимущества и недостатки
Инвестирование в подходящий станок для резки кислородом с ЧПУ для вашего производства приносит целый ряд преимуществ.
Некоторые из основных преимуществ, которые вы получите, инвестируя в газорезательный станок с ЧПУ, включают:
- Вы достигнете высокой точности и прецизионности при резке и сварке
- Высокий объем производства, поскольку станок очень быстрый
- Машины известны своей надежностью и могут обслуживать вас 24/7!
- Вам просто нужно нанять нескольких операторов машин, чтобы выполнить работу
- Возможность производить сложные дизайны конструкций, которые невозможно достичь вручную
- Машина универсальна – они могут выполнять несколько задач, таких как резка, сверление, обработка и др.
Тем не менее, прежде чем вы решите приобрести свою машину для автоматической плазменной резки/сварки ЧПУ, вот основные недостатки, которые нельзя пренебрегать:
- Машины для резки пламенем ЧПУ дороже по сравнению с ручным или портативным оборудованием для резки пламенем/сварки
- Его установочная стоимость высока
- Вам нужен обученный и опытный оператор машины для гарантирования ее правильной работы
и эффективности производства.
- Ручной труд будет уменьшен, что приведет к увольнению многих техников
- Машина ЧПУ не может выполнить все ваши задачи. Так что вам может потребоваться больше машин ЧПУ
9. Заключение
Если ваши металлообрабатывающие проекты требуют работы с мягкой сталью, низкоуглеродистой сталью и коваными железными плитами толщиной более 2 дюймов, инвестирование в оборудование для резки пламенем является экономически обоснованным решением.
Это позволит вам получить точные и высококачественные срезы с минимальными требованиями к последующей обработке.
Кроме того, оборудование для резки и сварки на кислородно-газовой смеси портативно. Это позволяет вам выполнять проекты в удаленных местах.
Однако, если ваш проект требует сложных конструкций и критично высокий объем производства, целесообразно вложиться в несколько станков для автоматической плазменной резки/сварки ЧПУ с различными возможностями изготовления.
Для производства с использованием широкого спектра металлов с высокой точностью разумно рассмотреть более быстрый, универсальный и более точный процесс резки, такой как плазменная резка.
